










Станок для формовки W-образного профиля ограждения после резки



Ограждающая балка W-образного сечения является распространенным средством безопасности в транспортных инженерных проектах, таких как автомагистрали, скоростные шоссе и мосты. Названная за сходство с буквой 'W' из-за своих двойных пиков, этот тип ограждения обычно изготавливается из оцинкованной или горячекатаной стали толщиной от 2 до 4 мм.
Каждая секция W-образной балки обычно имеет длину 4 метра, с предварительно пробитыми отверстиями на обоих концах для целей установки. В зависимости от требований клиентов к скорости производства и площади пола, мы можем интегрировать подходящие решения для пробивки отверстий в основную линию производства роликового формования.Q&A
Блок-схема: Гидравлический разматыватель-Направляющий-Выравниватель-Гидравлический пресс-Роликовый формовщик-Гидравлический резак-Выходной стол

- Скорость линии: 0-8м/мин, регулируемая
- Подходящий материал: Горячекатаная сталь, холоднокатаная сталь
- Толщина материала: 2-4мм
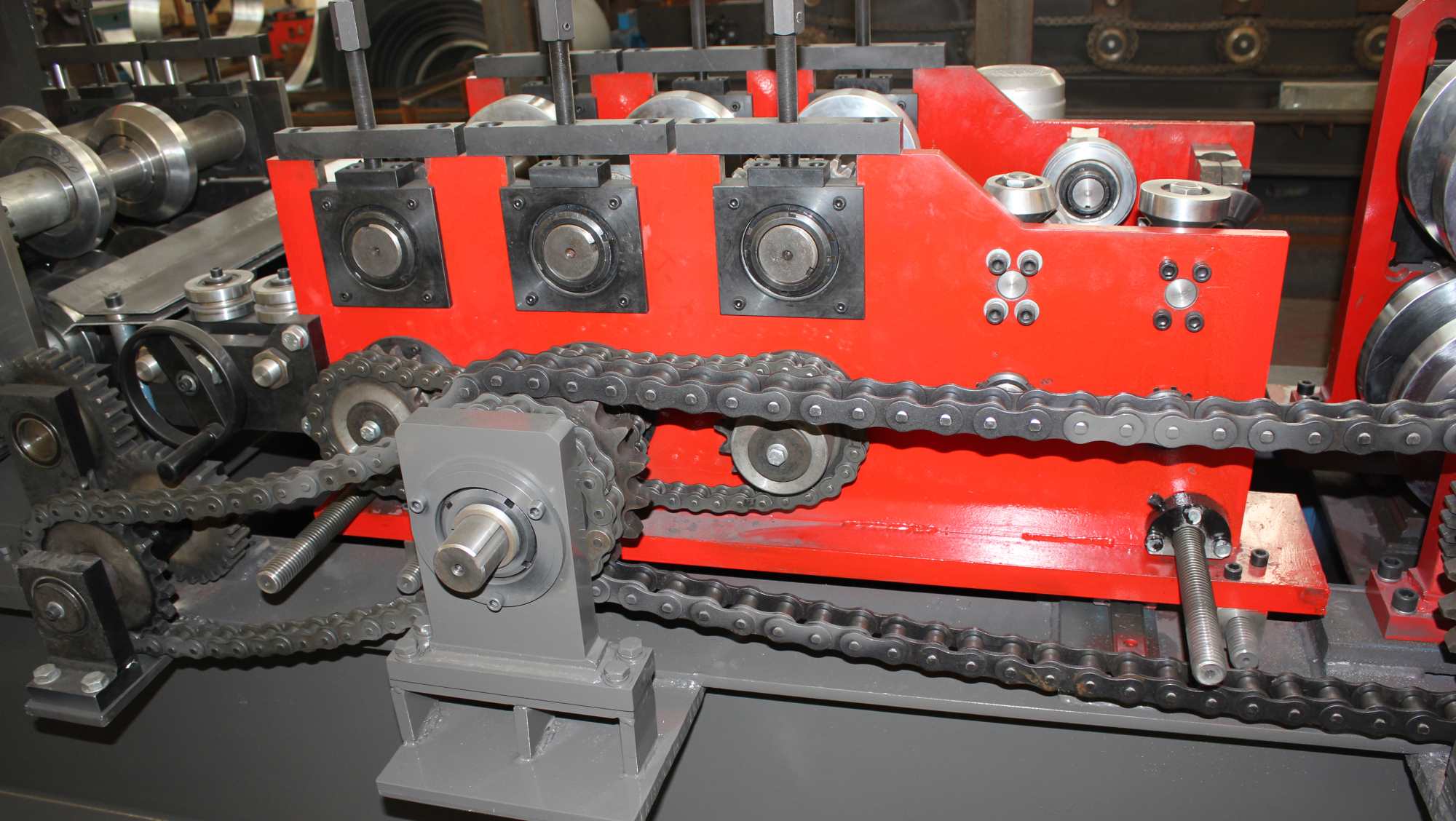
- Роликовый формовщик: Чугунная конструкция и универсальный шарнир
- Привод: Привод коробки передач с универсальным шарниром карданного вала.
- Система резки: Резка перед формованием, роликовый формовщик не останавливается при резке.
- Гидравлический разматыватель*1
- Выравниватель (Установлен на роликовом формовщике)*1
- Гидравлический пресс*1
- Роликовый формовщик*1
- Гидравлический резак*1
- Выходной стол*2
- Шкаф управления ПЛК*1
- Гидравлическая станция*2
- Коробка запасных частей (Бесплатно)*1
Размер контейнера: 2x40GP
Гидравлический разматыватель рулонов
Разматыватель оборудован двумя средствами безопасности: пресс-рычагом и наружным удерживателем рулона. Во время замены рулона пресс-рычаг фиксирует рулон, чтобы предотвратить его отскакивание и травмирование рабочих. Наружный удерживатель рулона предотвращает скольжение и падение рулона во время разматывания.
Разматыватель оснащен стандартным четырехсекционным устройством расширения сердечника, которое может расширяться или сжиматься для размещения различных внутренних диаметров рулона от 460 мм до 520 мм.
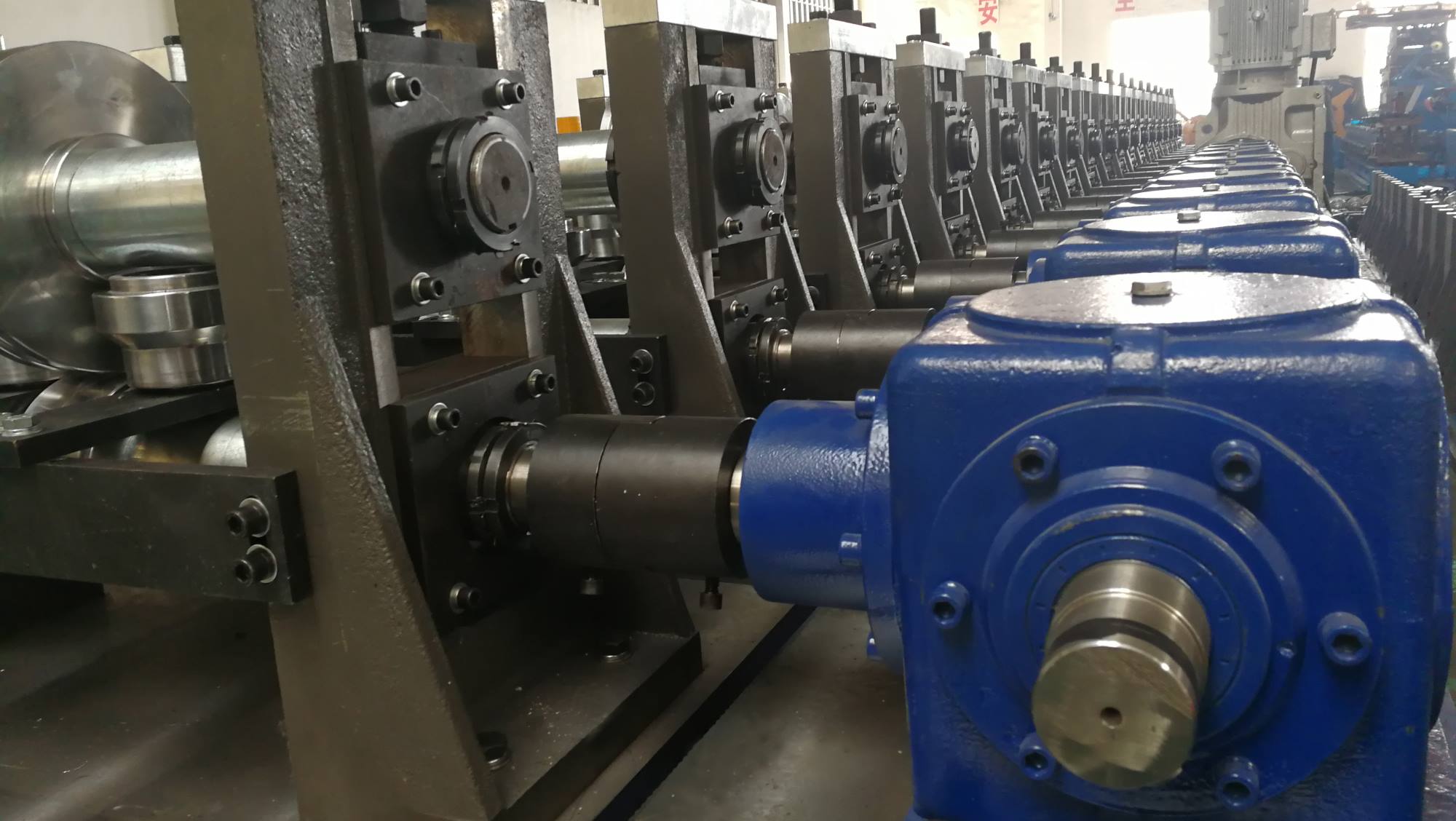
Выравниватель и пресс-головка

Платформа перед выравнивателем, управляемая гидравлическим стержнем для вертикальной регулировки, помогает направлять рулон в производственную линию.
Для профилей толще 1,5 мм с требованиями к пробивке использование выравнивателя для выравнивания рулона и снятия внутренних напряжений для равномерной толщины является необходимым для лучшей пробивки и формовки. В этом случае выравниватель интегрирован с основным станком для формовки роликов, используя ту же базу.
Для более высоких требований к скорости производства мы предлагаем отдельный выравниватель, который несколько оптимизирует скорость выравнивания, но увеличивает общую длину производственной линии примерно на 3 м.
Гидравлический пресс

С учетом эффективности и затрат пробивка может быть разделена между двумя матрицами (двумя станциями), при этом большая станция способна пробивать 16 отверстий одновременно. Вторая станция может пробивать отверстия, которые появляются только один раз на каждой балке.
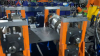
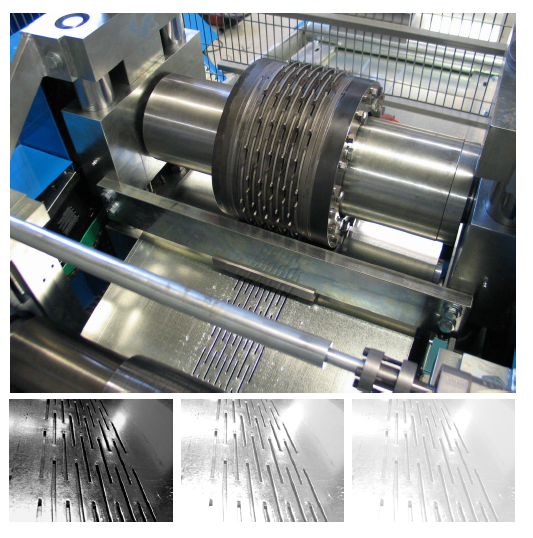
Станок для формовки роликов

Этот станок для формовки роликов имеет структуру из чугуна, с универсальными валами, соединяющими формовочные ролики и редуктор, обеспечивая прочность для эффективного выполнения требований к формовке панелей ограждений толщиной 2-4 мм. Стальной рулон проходит через в общей сложности 12 формовочных станций, чтобы в конечном итоге соответствовать форме, указанной в чертежах.
Гидравлический станок для резки
Поскольку резка происходит после формовки, матрица для резки должна соответствовать форме W-образной балки, чтобы уменьшить заусенцы и деформацию краев разреза. Настроенный для операции остановки и резки станка для резки, станок для формовки роликов кратко приостанавливается во время резки.

Скорость производства: Обычно балки ограждения имеют длину 4 м. Предварительная резка достигает скорости 12 м/мин, производя 180 балок в час. Послерезка работает со скоростью 6 м/мин, производя 90 балок в час.
Потери при резке: Во время резки предварительное решение по резке не генерирует отходов или потерь. Напротив, послерезочное решение генерирует отходы 18-20 мм на каждый рез, согласно техническим спецификациям.
Линия расположения л енгт: В предварительном решении по резке требуется платформа передачи после резки, что может привести к немного более длинной планировке производственной линии по сравнению с послерезочным решением.
Влияние на срок службы рулона : Лучший срок службы валков в послерезочном решении при работе с тяжелым калибром и высокопрочной сталью, так как передний край в предварительном решении ударяется о формующие валки с каждой деталью.
Минимальная длина: Как правило, в предварительном решении по резке существует требование к минимальной длине, которую можно разрезать, обеспечивая наличие стального рулона в пределах как минимум трех комплектов формующих валков. Это обеспечивает достаточное трение между валками и стальным рулоном для его движения вперед. Однако в послерезочном решении нет ограничений на минимальную длину резки, так как станок для формовки рулонов заполнен стальным рулоном.
Однако длина W-образной балки обычно составляет около 4 м, что превышает минимальное требование к длине. Поэтому нет необходимости беспокоиться о решении предварительной или послерезочной резки, если этот станок для формовки рулонов предназначен для W-образной балки.
Добрый совет: Мы рекомендуем нашим клиентам выбрать подходящую производственную линию на основе их требований к объему производства.
Если вы поставщик профилей ограждений, предварительное решение по резке подходит для вас. Хотя стоимость предварительного решения немного выше, чем послерезочного, его преимущества в выпуске могут быстро компенсировать ценовое преимущество.
Если вы закупаете для проекта строительства дорожного движения, послерезочное решение более подходит для вас. Оно занимает меньше места и стоит немного меньше.
|
Станок для формовки рулонов ограждений на две или три волны |
|||
|
№ |
Позиция |
Спецификация |
Дополнительно |
|
1 |
Подходящий материал |
Тип: Оцинкованный рулон, PPGI, Рулон из углеродистой стали |
|
|
|
|
Толщина(мм): 4-5 |
|
|
|
|
Предел текучести: 250 - 550 МПа |
|
|
|
|
Предел прочности при растяжении (МПа): G350МПа-G550МПа |
|
|
2 |
Номинальная скорость формования (м/мин) |
15 |
Или согласно вашим требованиям |
|
3 |
Формовочная станция |
12-15 |
Согласно вашему профилю |
|
4 |
Разматыватель |
Гидравлический разматыватель |
|
|
5 |
Главный двигатель машины |
Китайско-Германский бренд |
Siemens |
|
6 |
Бренд ПЛК |
Panasonic |
Siemens |
|
7 |
Бренд инвертора |
Yaskawa |
|
|
8 |
Привод системы |
Привод редуктора |
Цепной привод |
|
9 |
Материал роликов |
Cr12 |
GCr15 или #45 Сталь |
|
10 |
Структура станции |
Станция из ковкого чугуна |
Станция стендового типа
Или структурная стойка
|
|
11 |
Система перфорации |
Нет |
Гидравлическая перфорационная станция или Перфорационная пресс |
|
12 |
Система резки |
После резки |
До резки |
|
13 |
Требование к источнику питания |
380V 60Hz |
Или согласно вашим требованиям |
|
14 |
Цвет машины |
Промышленный синий |
Или согласно вашим требованиям |
1. Q: Какой опыт у вас есть в производстве машин для формовки защитных ограждений на автомагистралях ?
A: У нас есть опыт экспорта наших машин для формовки защитных ограждений на автомагистралях в Россию, Саудовскую Аравию, Турцию, Индонезию, Индию и т.д. Мы производили стандарт AASHTO M180 - американский стандарт защитных ограждений (более полезный и популярный), RAL RG620 - немецкий стандарт защитных ограждений, BS EN-1317 - европейский стандарт защитных ограждений, AS/NZS 3845:1999 - австралийский стандарт защитных ограждений, EN 1461:2009 - турецкий стандарт защитных ограждений.
2. В: Могу ли я производить W-образные и Thrie-образные ограждения на одном станке?
О: Один оператор добавляет или снимает 5 станций роликов в соответствии с нашим чертежом. Это займет не более 30 минут.
3. В: Как перейти от производства W-образных к Thrie-образным ограждениям? И сколько времени это занимает?
О: В соответствии с предоставленным чертежом замените формующие ролики последних пяти формующих станций, процесс замены занимает всего 30 минут и выполняется одним оператором.
4. В: Каков срок поставки станка для формовки рулонов ограждений на шоссе ?
О: От 80 до 100 дней в зависимости от вашего чертежа.
5. В: Какова скорость вашего станка?
О: Рабочая скорость станка зависит от специального чертежа для пробивки. Обычно скорость линии составляет около 8 м/мин.
6. В: Как вы контролируете точность и качество вашего станка?
О: Наш секрет такой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формующих роликов, каждая механическая часть выполняется независимо нашей фабрикой. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не позволяем себе экономить на качестве.
7. В: Какова ваша система послепродажного обслуживания?
О: Мы не колеблясь предоставляем вам гарантийный период в 2 года для всей линии, 5 лет для двигателя: Если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы помочь вам 7X24H. Одно приобретение, пожизненное забота о вас.








Чертеж профиля турецкого ограждения:
Соответствует стандарту EN 1461:2009


-
Выходная таблица
-
Неприводной

-
Автостекатель

-
-
Резка
-
летящий нож

-
Пила для резки

-
-
Вождение
-
цепной привод
-
привод редуктора
-
привод редуктора с соединителем

-
-
Стенды
-
стена панели

-
торри стенды

-
ковкое железо

-
линейка
-
-
Прессование
-
пресс для прессования

-
гидравлическая станция для прессования

-
вальцовочный пресс
-
-
Подача
-
Выравниватель

-
сервопитатель

-
-
разматыватель
-
ручной разматыватель

-
гидравлический разматыватель

-
двухголовый разматыватель

-
























