










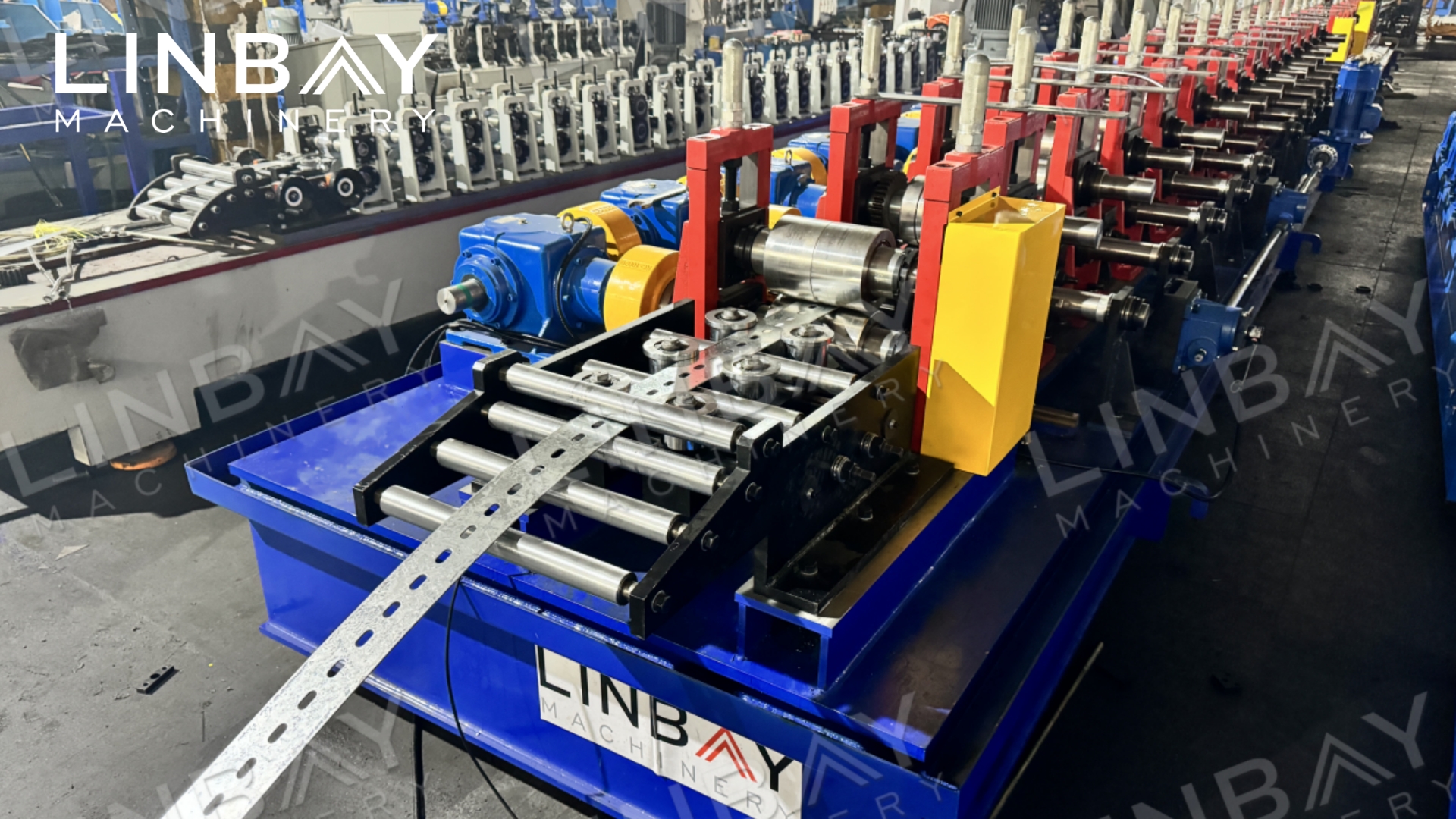
Машина для формовки каналов опорных стоек с летающей пилой

Каналы для стяжек обычно используются для монтажа солнечных панелей, сантехники и трубопроводов, систем HVAC и других целей. Общие высоты каналов для стяжек составляют 21/41/52/62/71/82мм. Диаметр формующих роликов зависит от высоты канала для стяжки, и чем выше высота, тем больше формующих станций. Они обычно изготавливаются из горячекатаной стали, холоднокатаной стали, оцинкованной стали и нержавеющей стали, с толщинами от 12 калибра (2,5мм) до 16 калибра (1,5мм).

Примечание: Сила формовки, необходимая для нержавеющей стали, больше, чем для низколегированной стали и обычной углеродистой стали той же толщины из-за более высокого предела текучести нержавеющей стали. Поэтому станок для роликовой формовки, используемый для сырья из нержавеющей стали, отличается от того, который используется для обычной углеродистой стали и оцинкованной стали.
LINBAY предлагает производственные линии, которые производят несколько размеров, разделенные на ручные и автоматические типы в зависимости от уровня автоматизации для изменения размеров.
Схема потока: Разматыватель - Сервопитатель - Пресс для вырубки - Направляющие - Станок для роликовой формовки - Резак с летучим пильным диском - Выходной стол

Реальный случай - Основные технические параметры
1.Скорость линии: 15м/мин, регулируемая
2.Подходящий материал: Горячекатаная сталь, холоднокатаная сталь, оцинкованная сталь
3.Толщина материала: 1.5-2.5мм
4.Станок для роликовой формовки: Структура из чугуна
5.Привод: Система привода редуктора
6.Система резки: Резка летучим пильным диском. Станок для роликовой формовки не останавливается при резке
7.Шкаф ПЛК: Система Siemens
Реальный случай - Оборудование
1.Гидравлический разматыватель с выравнивателем*1
2.Сервопитатель*1
3.Пресс для вырубки*1
4.Станок для роликовой формовки*1
5.Резак с летучим пильным диском*1
6.Шкаф ПЛК*2
7.Гидравлическая станция*2
8.Коробка с запасными частями(Бесплатно)*1
Размер контейнера: 2x40GP+1x20GP
Реальный случай-Описание
Разматыватель с выравнивателем (2 в 1)
Эта машина объединяет функции разматывателя и выравнивателя, экономя затраты на площадь пола. Она необходима для выравнивания стальных рулонов толще 1,5 мм, особенно для непрерывного пробивания отверстий в каналах для стоек. Выравниватель сглаживает стальной рулон и снимает внутренние напряжения, облегчая его формовку и придание прямолинейности.
Сервопитатель
Сервопитатель получил свое название, потому что он приводится в действие серводвигателем. Благодаря минимальной задержке пуска-останова серводвигателя, он обеспечивает исключительную точность подачи стального рулона. Эта точность критична для поддержания жестких допусков и сокращения отходов стального рулона при производстве каналов для стоек. Кроме того, пневматические зажимы внутри питателя продвигают стальной рулон, защищая его поверхность от царапин.
Пресс-ножница

Пресс-ножницы используются для пробивания отверстий в стальном рулоне, которые необходимы для установки винтов и гаек для крепления каналов для стоек. Пресс-ножницы работают быстрее, чем интегрированный гидравлический пресс (на той же базе, что и станок для роликовой формовки) и отдельный гидравлический пресс. Мы используем пресс-ножницы от известного китайского бренда Yangli, который имеет множество офисов по всему миру, что делает послепродажное обслуживание и покупку запасных частей удобными.
Направляющие
Направляющие ролики обеспечивают совмещение стального рулона и машин по одной центральной линии, поддерживая прямолинейность каналов для стоек. Это помогает каналам для стоек соответствовать другим профилям при установке, непосредственно влияя на устойчивость всей конструкции.
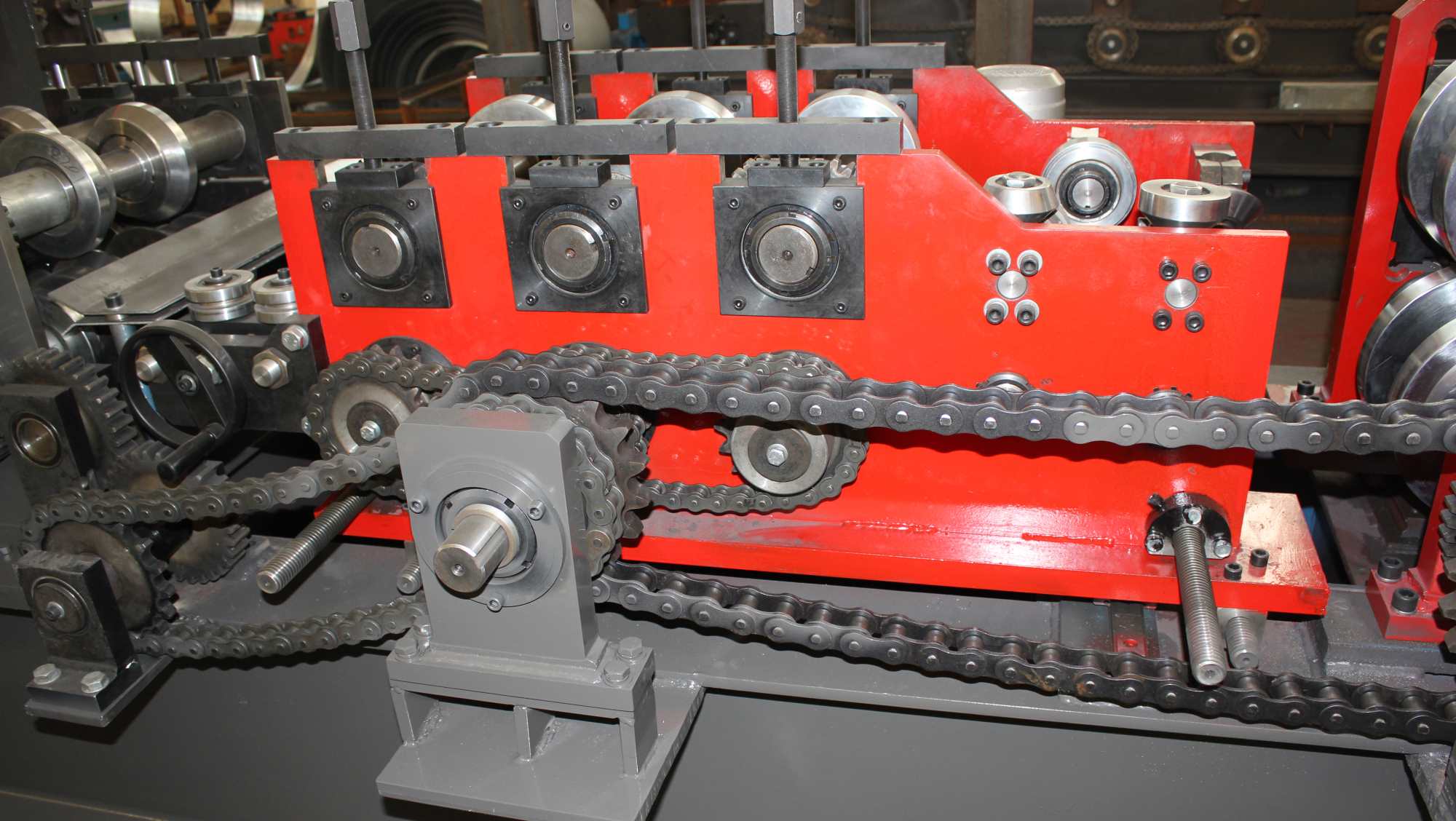
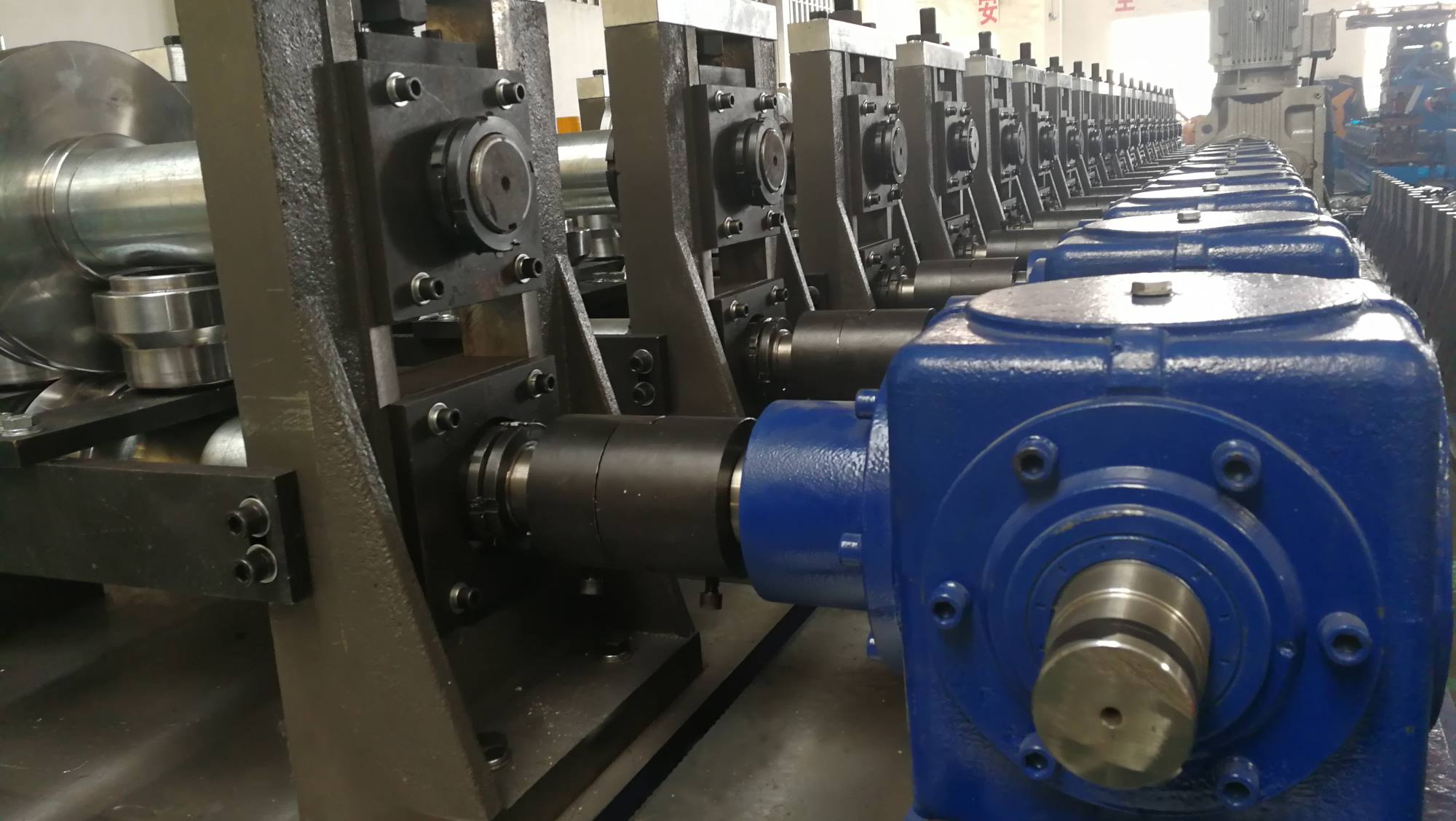
Станок для роликовой формовки

Станок для роликовой формовки имеет структуру из чугуна, изготовленную из единого куска стали, обеспечивая исключительную прочность. Верхние и нижние ролики прикладывают усилие для придания формы стальному рулону, приводимые в действие редуктором для обеспечения достаточной мощности для формовки.
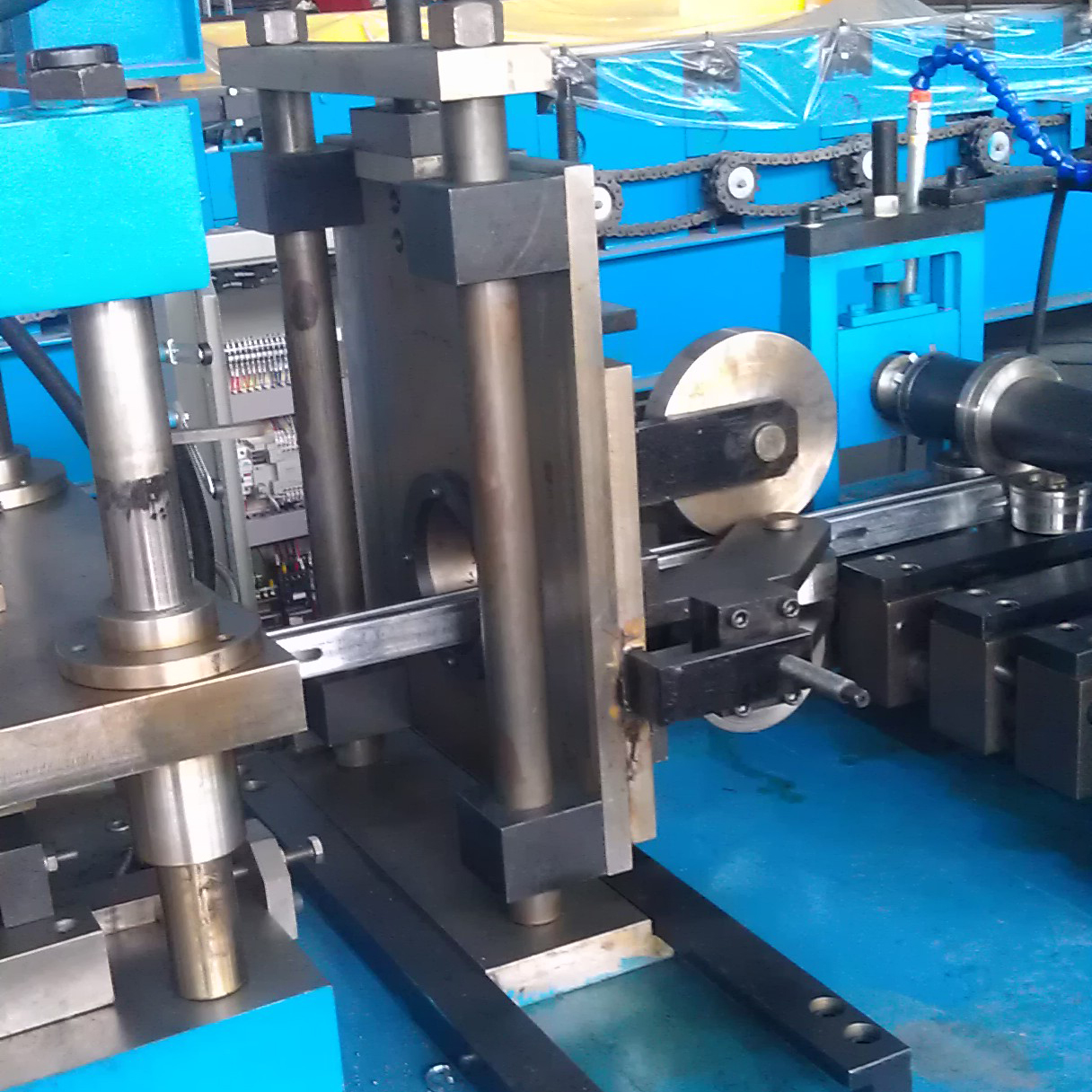
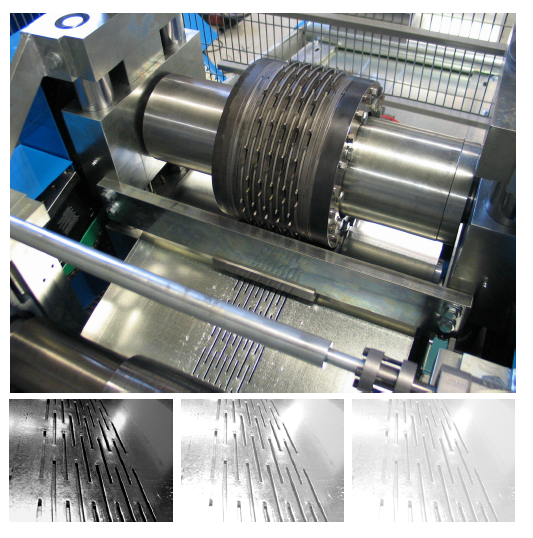
Полетное пиление

Каретка летающего пильного станка ускоряется, чтобы соответствовать скорости движущихся каналов для стоек (также скорости станка для роликовой формовки), позволяя производить резку без остановки производственного процесса. Это высокоэффективное решение для резки идеально подходит для высокоскоростных операций и практически не производит отходов.
Во время резки основание пильного полотна движется к каналу для стоек с помощью пневматической силы, в то время как гидравлическая сила от гидравлической станции приводит во вращение пильное полотно.
Гидравлическая станция
Гидравлическая станция обеспечивает необходимую мощность для работы оборудования, такого как гидравлический разматыватель и гидравлический резак, и оборудована вентиляторами охлаждения для эффективного рассеивания тепла.
Для жаркого климата мы рекомендуем увеличить размер гидравлического резервуара для улучшения рассеивания тепла и обеспечения большего объема жидкости для поглощения тепла. Эти методы помогают поддерживать стабильную рабочую температуру во время продолжительной работы, обеспечивая надежность и эффективность производственной линии для роликовой формовки.
Шкаф управления PLC и энкодер

Энкодеры необходимы для предоставления обратной связи по положению, скорости и синхронизации. Они преобразуют измеренную длину стального рулона в электрические сигналы, отправляемые в шкаф управления ПЛК. На дисплее шкафа управления операторы могут управлять скоростью производства, количеством выпуска продукции за цикл, длиной реза и т.д. С точным измерением и обратной связью от энкодеров машина для резки может поддерживать погрешность резки в пределах ±1мм.
Полетное гидравлическое резание VS Полетное пиление
Режущий нож: Полетный гидравлический резак требует один автономный режущий нож для каждого размера. Однако, пиление не ограничено размером каналов.
Износ и усталость: Пильные полотна изнашиваются быстрее, чем гидравлические режущие ножи, и требуют более частой замены.
Шум: Пиление может быть шумнее по сравнению с гидравлическим резанием, что потенциально требует большей звукоизоляции в производственной зоне.
Отходы: Даже при калибровке гидравлический резак генерирует неизбежные 8-10мм отходов с каждым разрезом. В отличие от этого, пила почти не производит отходов.
Обслуживание: Пильные полотна нуждаются в системе охлаждения для снижения тепла от трения для непрерывной, эффективной резки. Гидравлическое резание поддерживает более стабильную температуру.
Ограничение материала: Нержавеющая сталь имеет более высокий предел текучести по сравнению с обычной углеродистой сталью. При использовании нержавеющей стали в качестве сырья требуется только пиление для резки.
1. Q: Какой опыт у вас есть в производстве машин для формовки роликов для опор солнечных фотоэлектрических панелей ?
A: У нас есть опыт экспорта наших роликов для формовки опор солнечных фотоэлектрических панелей в Саудовскую Аравию, Турцию, Ирак, Индию, Кувейт, Катар, Пакистан, Аргентину и т.д. Мы производили сплошные каналы, прорезные каналы, пробивные каналы, стандартные каналы, американские стандартные стойки и т.д. Мы уверены, что сможем решить ваши проблема с креплением солнечных панелей .
2. В: Сколько размеров можно сделать на одном станке?
О: Один станок может производить одинаковую ширину с различными высотами, такими как 41x21, 41x41, 41x62, 41x82 или 27x18, 27x30.
3. В: Каков срок поставки машин для формовки роликов для опор солнечных фотоэлектрических панелей ?
О: 80-100 дней в зависимости от вашего чертежа.
4. В: Какова скорость вашего станка?
О: Рабочая скорость станка зависит от чертежа, особенно от чертежа штамповки. Обычно скорость формования составляет около 20 м/мин. Если вам нужна более высокая скорость, например 40 м/мин, мы предложим вам решение с вращающейся системой штамповки, скорость которой достигает 50 м/мин.
5. В: Как вы контролируете точность и качество вашего станка?
О: Наш секрет в производстве такой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формовочных валков, каждая механическая часть выполняется самостоятельно нашей фабрикой. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не позволяем себе экономить на качестве.
6. В: Какова ваша система послепродажного обслуживания?
О: Мы не колеблемся предложить вам двухлетнюю гарантию на все линии, пятилетнюю на мотор: Если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы помочь вам 7X24H. Одно приобретение, пожизненное забота о вас.



Американские стандартные профили:



-
Другие
-
сборщик металлолома

-
наклеивание
-
смена формы

-
направляющая головка
-
Система охлаждения

-
-
Выходной стол
-
неприводной

-
автоматический укладчик

-
-
Резка
-
пильная резка

-
летящий нож

-
-
Привод
-
цепной привод
-
привод редуктора
-
привод редуктора с муфтой

-
-
Стенды
-
стендовые панели

-
торри стендов

-
кованые железные стендов

-
панель для Cpurlin

-
-
перфорация
-
гидравлическая станция для перфорации

-
перфорационная пресс

-
вальцовая перфорация
-
-
питание
-
выравнивание

-
сервопитание

-
-
разматыватель
-
ручной разматыватель

-
гидравлический разматыватель

-
двухголовый разматыватель

-



























