








Полная автоматическая машина для формовки коробчатых балок



Коробчатый профиль представляет собой прочный тип балки стеллажа, предназначенной для тяжелых условий использования. В данном случае мы представляем двухсекционный тип коробчатой балки . Обычно изготовленный из холоднокатаной или горячекатаной стали толщиной 1,5 - 2 мм, он проходит прокатку и затем покрывается для сочетания эстетического вида и долговечности. Две части сформированных профилей стали С-образной формы плотно соединяются вместе, образуя трубчатую структуру. Машина для холодной прокатки является наиболее часто выбираемым решением для производства коробчатой балки.
Блок-схема

Ручной разматыватель - Направляющий - Правильно-профилирующий - Гидравлический предрезчик - Машина для прокатки - Летающий гидравлический резак - Платформа - Машина для соединения - Выходной стол
Основные технические параметры
- Скорость линии: 0-4 м/мин, регулируемая
- Профили: Различные размеры - одинаковая высота 50 мм и различная ширина 80, 100, 120 мм
- Толщина материала: 1,5-2 мм
- Подходящий материал: Горячекатаная сталь, холоднокатаная сталь, оцинкованная сталь
- Машина для прокатки: Структура из чугуна и система привода на цепи.
- Количество станций формовки: 18
- Система резки: Гидравлическая резка, роликовый формовщик не останавливается при резке.
- Изменение размера: Автоматически.
- Шкаф ПЛК: Система Siemens.
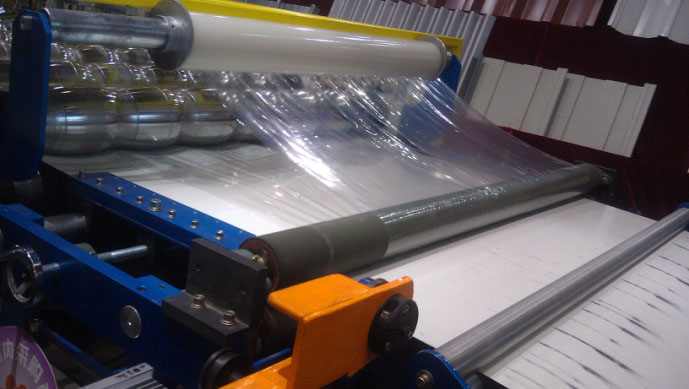
Ручной разматыватель
Ручной разматыватель поставляется с оборудованным тормозной системой предназначенной для регулировки натяжения разматываемого рулона и контроля плавности процесса размотки. Для стальных рулонов толщиной более 1,5 мм риск внезапного отката во время размотки минимизируется прижимным рычагом фиксирующим стальной рулон. Кроме того, установлены защитные листы для предотвращения скольжения рулона во время фазы размотки. Этот продуманный дизайн обеспечивает не только высокую экономическую эффективность, но и повышает безопасность .

В этом сценарии ручной разматыватель без собственного источника питания используется. Для более высоких требований к скорости производства предлагаем опциональный гидравлический разматыватель приводимый в действие гидравлической станцией.
Направляющие ролики

Направляющие ролики играют ключевую роль в поддержании выравнивания между стальным рулоном и машиной, предотвращая искажение коробчатого бруса. Они также способствуют процессу формования, предотвращая отскок деформации стального рулона. Прямолинейность коробчатого бруса значительно влияет на качество продукта и несущую способность всей полки. Направляющие ролики стратегически расположены по всей линии формования, обеспечивая точное позиционирование. Измерения каждого направляющего ролика до края тщательно записаны в руководстве, облегчая регулировки на основе этих данных даже при небольших смещениях во время транспортировки или производства.
Правильщик
После этого этапа стальной рулон проходит процесс правки. Правильная машина эффективно устраняет кривизну стального рулона , улучшая его плоскостность и параллельность для повышения общего качества конечного продукта - коробчатого бруса. Правильная машина оборудована 2 верхними и 3 нижними правильными роликами.
Гидравлический Предварительный Рез
Эта производственная линия включает гидравлическое устройство предварительного резания, упрощающее замену стальных рулонов различной ширины и толщины , в то же время минимизируя отходы рулона .
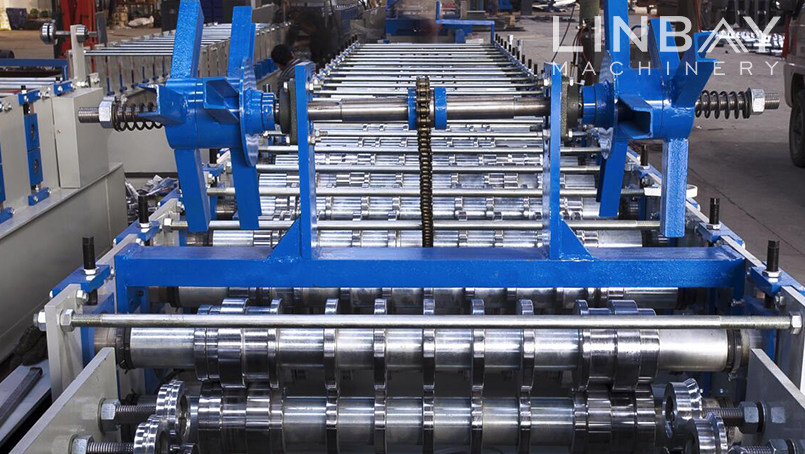
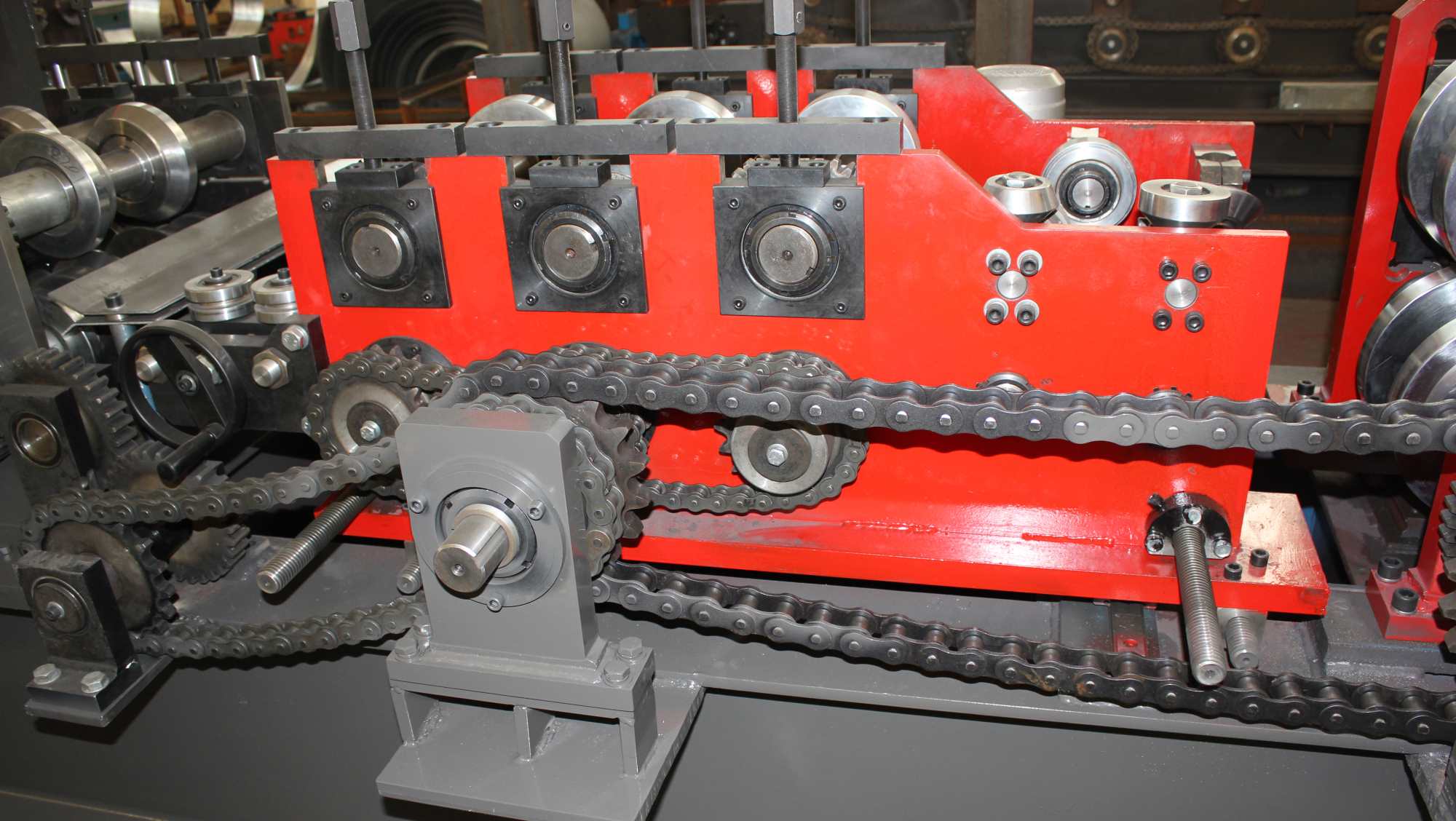
Прокатно-Формовочная Машина

Прокатно-формовочная машина является ключевым компонентом всей производственной линии. Эта машина использует чугунную конструкцию из целая часть цельная сталь и приводится в движение цепью системой . Она имеет возможность производить различные размеры с одинаковой высотой. Рабочие вводят запланированные размеры на экране управления ПЛК, позволяя автоматическое регулирование формующих станций в точные позиции. Опытные рабочие обычно тратят около 60 минут на завершение всего процесса изменения размеров, включая автоматическое перемещение формующих станций и ручную замену стального рулона.

The A точка служит ключевой формующей точкой для изменений в ширине. Движение формующих станций на рельсах смещает положение этой ключевой формующей точки, облегчая производство балки коробчатого сечения с различной шириной.
Gcr15, высокоуглеродистая хромированная сталь, известная своей твердостью и износостойкостью, используется для материала формующих роликов. Ролики подвергаются хромированию для продления срока службы. Валы, изготовленные из материала 40Cr, подвергаются термообработке.
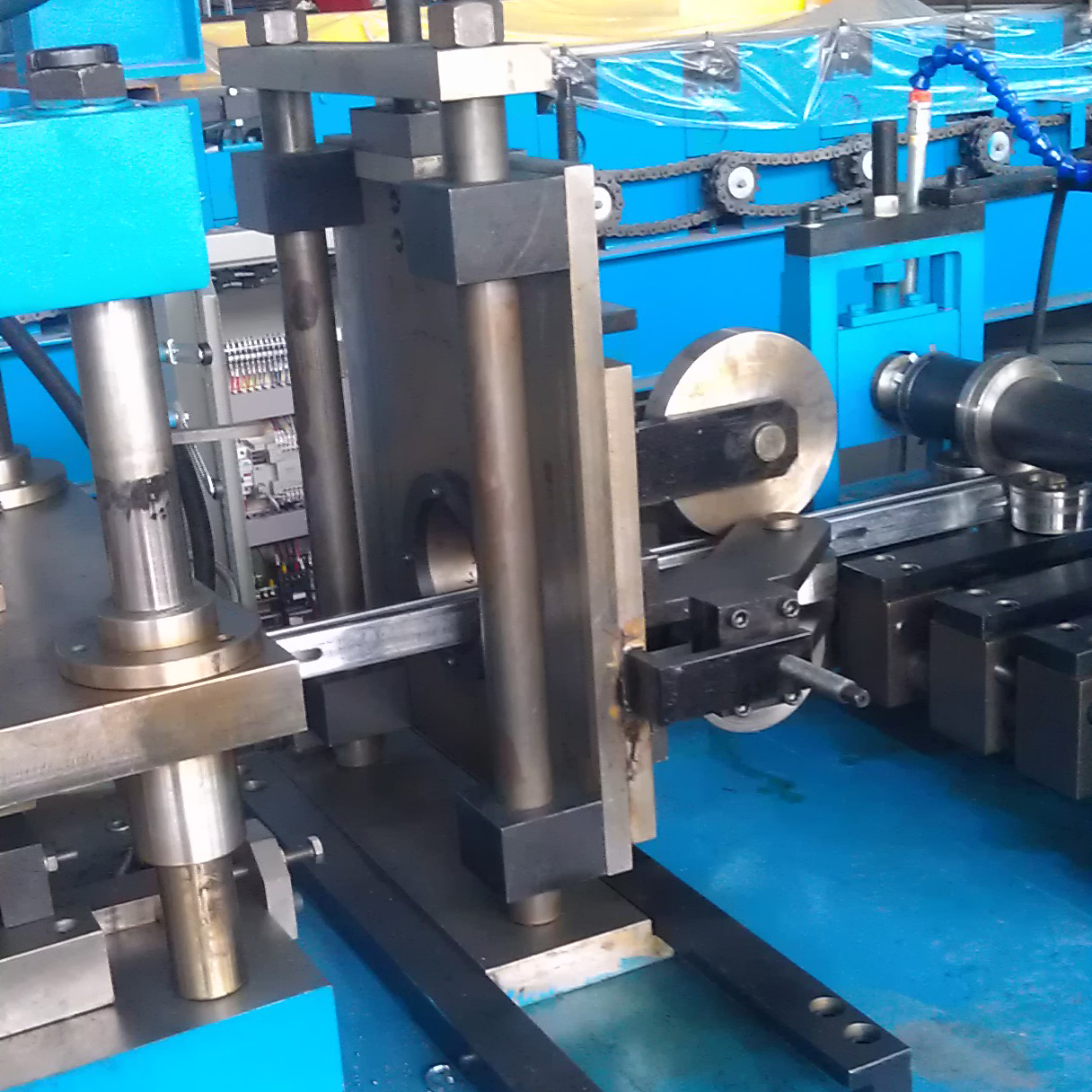
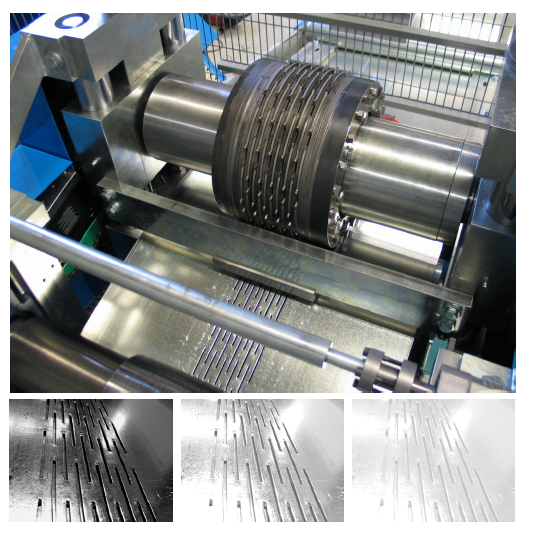
Flying Hydraulic Cut

После прохождения через прокатный стан стальной рулон постепенно принимает силу, чтобы принять форму C-образного профиля, затем разрезается до заданной длины гидравлическим резаком. И ошибка длины реза составляет в пределах 1 мм . Этот резак минимизирует отходы стального рулона и может поддерживать скорость производства прокатного стана, обеспечивая непрерывную работу.
Platform

Первый сформированный C-профиль первоначально перемещается к концу верхней платформы, а затем толкается на нижнюю платформу. Второй C-профиль подвергается контролируемому толчку на средний склон, где устройство переворачивания вращает его, выравнивая и аккуратно складывая два C-профиля вертикально.

Направляющие ролики обеспечивают выравнивание двух C-профилей, и пневматические толкатели толкают их в машину для соединения.
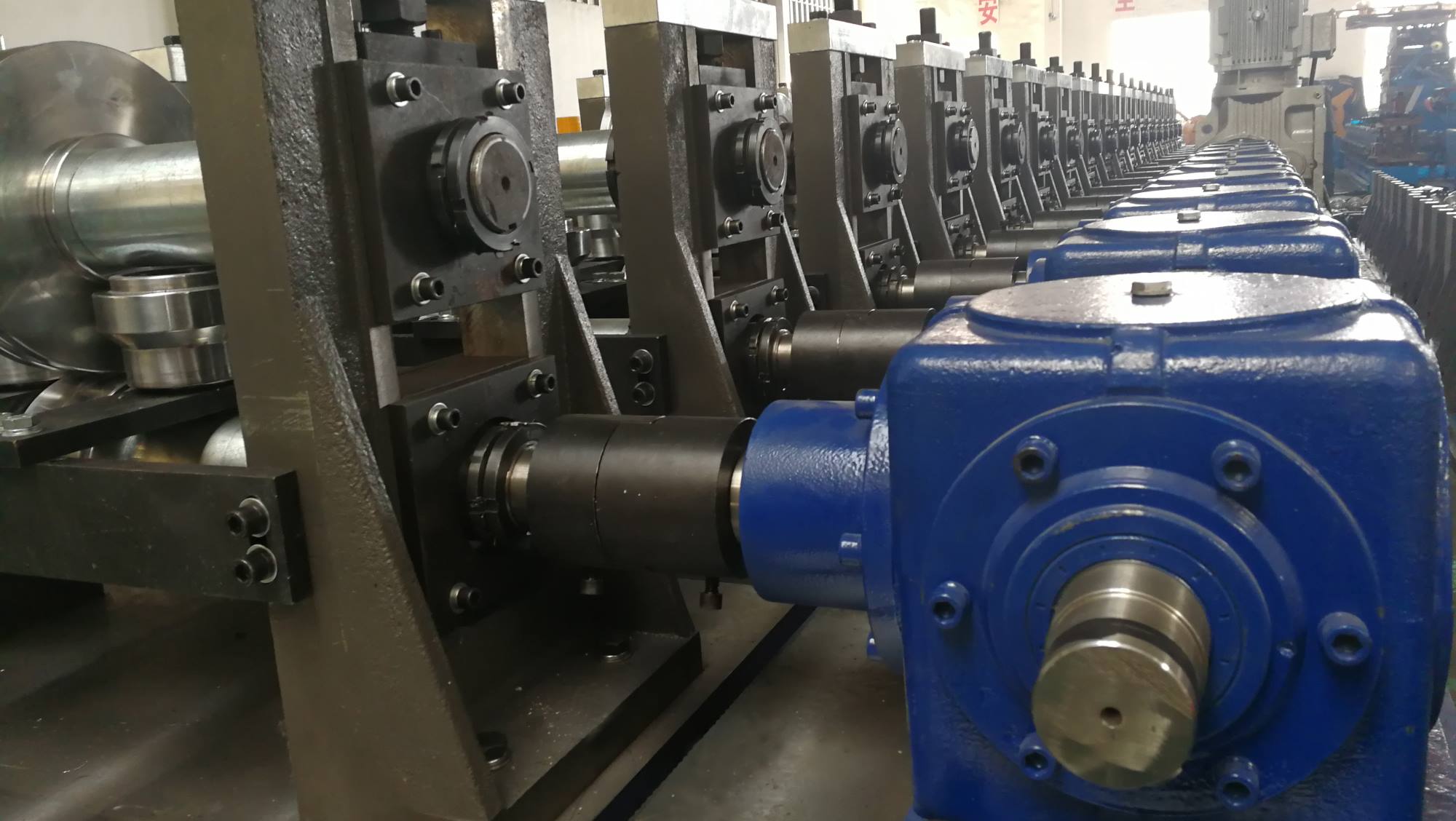
Шовная машина

Шовная машина разработана с той же структурой, что и профилегибочная машина, отличаясь чугунным каркасом и цепной передачей системы . Она может автоматически регулировать положение швовых станций в зависимости от ширины коробчатой балки. Эта машина экономит стоимость сварщика , так как в традиционных методах рабочий нанимается для сварки двух С-образных профилей в коробчатую балку после профилирования. Впоследствии требуется только труд для обработки готовой продукции.
Энкодер и ПЛК

Профилегибочная машина включает японский энкодер Koyo который преобразует ощущаемые длины рулонов в электрические сигналы, передаваемые в шкаф управления ПЛК. Эта точность обеспечивает, что ошибки резки находятся в пределах 1 мм , обеспечивая производство высококачественных коробчатых балок и минимизируя отходы от неправильных резов. Операторы могут управлять скоростью производства, устанавливать размеры производства, длину резки и многое другое через экран ПЛК. Шкаф управления ПЛК оснащен памятью для часто используемых параметров и защитными функциями, такими как перегрузка, короткое замыкание и потеря фазы. Язык, отображаемый на экране ПЛК, является настраиваемым для удовлетворения требований клиентов.
Гидравлическая станция

Наша гидравлическая станция, оборудованная охлаждающими электрическими вентиляторами, эффективно рассеивает тепло, обеспечивая продолжительную и надежную работу с низкой частотой отказов.
Гарантия
После отгрузки, табличка четко указывает дату доставки, предоставляя двухлетняя гарантия на всю производственную линию и впечатляющая пятилетняя гарантия для роликов и валов.
Одинарная профилированная коробчатая балка VS Двойная С-образная коробчатая балка
- Несущая способность: Одинарная профилированная балка меньше, чем двойная С-образная балка по несущей способности. Это происходит потому, что одинарная профилированная балка имеет только два слоя перекрытия на верхней ширине, в то время как двойная С-образная балка имеет два слоя перекрытия как на верхней, так и на нижней ширине.
- Скорость производства: Одинарная профилированная балка работает со скоростью 5-6 м/мин, в то время как двойная С-образная балка работает со скоростью 0-4 м/мин.
- Использование сырья: Для тех же размеров двойная С-образная балка требует больше материала, чем одинарная профилированная балка, что эквивалентно дополнительному материалу в области нижней ширины, умноженной на длину.
- Станок для резки: Одинарная профилированная балка использует пиление, подходящее для резки балок различных размеров. Двойная С-образная балка использует гидравлическую диагональную резку, требующую определенного лезвия для каждого размера.
- Расположение производственной линии: Только для справки. Длина одной линии производства профилированных балок составляет 26050 мм, а двух С-образных балок — 33367 мм. Линия производства одной профилированной балки имеет более простые процессы: разматывание, формовка, резка и выгрузка. Линия производства двух С-образных балок включает дополнительные этапы: разматывание, формовка, резка, транспортная платформа, запирание и выгрузка. Однако обе линии требуют только одного рабочего для надзора, при этом основное различие заключается в значительной разнице в длине.
- Цена: Для одного и того же многоразмерного автоматического поперечного движения решение, стоимость производства линии двойной С-образной балки немного ниже, чем у линии одинарной профилированной балки.

|
Коробчатая профилирующая машина для паллетных стеллажей |
||
|
Материал для обработки: |
A) Оцинкованный рулон |
Толщина(ММ):1.5-2.0 |
|
B) ППГИ |
||
|
C) Холоднокатаная сталь |
||
|
D) Нержавеющая сталь |
||
|
E) Алюминий |
||
|
F) Углеродистая сталь |
||
|
Предел текучести: |
250 - 350 МПа |
|
|
Предел прочности : |
350 МПа-500 МПа |
|
|
Номинальная скорость формования (М/МИН) |
10-20 |
* Или согласно вашим требованиям |
|
Формовочная станция : |
18-20 |
* Согласно вашим чертежам профиля |
|
Разматыватель : |
Ручной разматыватель |
* Гидравлический разматыватель (Опционально) |
|
Бренд основного двигателя машины : |
Китайско-немецкий бренд |
* Siemens (Опционально) |
|
Привод : |
Цепной привод |
* Привод редуктора (Опционально) |
|
Конструкция машины: |
Торри стойка |
* Чугунные стойки (Опционально) |
|
Материал роликов: |
GCr 15 |
* SKD-11 (Опционально) |
|
Система резки: |
Гидравлический рез |
* Полётный рез (опционально) |
|
Бренд частотного преобразователя: |
Yaskawa |
* Siemens (опционально) |
|
Бренд ПЛК: |
Siemens |
|
|
Питание: |
380V 50Hz |
* Или по вашему требованию |
|
Цвет машины: |
Промышленный синий |
* Или по вашему требованию |
1. В: Какой опыт у вас есть в производстве машины для формовки роликовых стеллажей ?
A: Мы экспортировали производственную линию для стеллажей на паллетах в Пакистан, Мексику, Перу, Египет, Австралию и Великобританию и т.д. В системе стеллажей для склада , мы способны производить станок для формовки стоек и балок , станок для формовки коробчатых балок , станок для формовки ступенчатых балок и станок для формовки панелей для полок и т.д. Мы уверены, что сможем решить вашу проблему с полками.
2.В: Сколько размеров может производить этот станок?
A: Мы используем структуру из чугуна или консольную структуру с системой автоматической смены ширины и высоты. Один станок может производить несколько профилей, мы проверим ваши чертежи профилей, чтобы удовлетворить ваши потребности. Мы стремимся предоставить экономически эффективные решения.
3.В: Каков срок поставки станка для формовки коробчатых балок ?
A: От 80 до 100 дней в зависимости от вашего чертежа.
4.В: Какова скорость вашего станка?
A: Рабочая скорость станка зависит от чертежа, особенно от чертежа пуансона. Обычно скорость формовки составляет около 20 м/мин. Кроме того, учитывая сложные отверстия для пуансонов, мы рекомендуем использовать отдельную линию для пуансонов, чтобы увеличить скорость производства, и это более экономически выгодно.
5.В: Как вы контролируете точность и качество вашего станка
A: Наш секрет такой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формующих роликов, каждая механическая часть выполняется нашей фабрикой самостоятельно. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не допускаем упрощений.
6.В: Какова ваша система послепродажного обслуживания?
О: Мы не колеблясь предоставляем вам двухлетнюю гарантию на все линии, пять лет на мотор: Если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы помочь вам 7X24H. Одно приобретение, пожизненное забота за вас.





-
Другие
-
сборщик металлолома
-
наклеивание
-
смена пресс-формы

-
направляющая головка
-
-
Выходной стол
-
Неприводной

-
автоматический укладчик

-
-
Резка
-
Пилообразная резка

-
летящий нож

-
-
Привод
-
цепной привод
-
привод редуктора
-
привод редуктора с муфтой

-
-
Стенды
-
стендовые панели

-
торри стендов

-
кованые железные стендов

-
стендовая панель для C-профиля

-
-
Пробивка
-
гидравлическая пробивная станция

-
пробивной пресс

-
вальцовая пробивка
-
-
Питание
-
выравнивание

-
сервопитание

-
-
Разматыватель
-
Ручной разматыватель

-
гидравлический разматыватель

-
двухголовый разматыватель

-























Связанные продукты












