










Станок для формовки профиля ступенчатой балки различных размеров



Ступенчатая балка — это тип балки, используемый в стеллажных системах, характеризующийся своим углообразным профилем. Обычно она изготавливается из 1.5-2.0мм толщиной горячекатаной или холоднокатаной стали . Несущая и опорная способность Ступенчатой балки увеличивается с её высотой. Часто выбор толщины Ступенчатой балки и максимальных размеров определяется требованиями заказчика. Наша машина оснащена функцией автоматической регулировки , позволяющей производить различные размеры эффективно.
Блок-схема
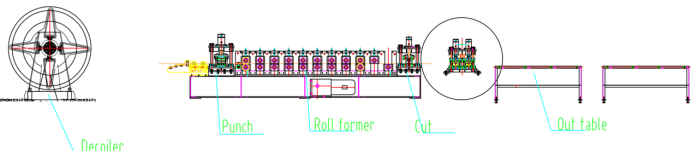
Разматыватель-Направляющий-Выравниватель-Предварительное пробивание-Роликовый формовщик-Сварщик-Гидравлический отрезчик-Выходной стол
Гидравлический разматыватель
Мы устанавливаем пресс-рычаг на разматыватель для прижатия стального рулона при замене рулона, что предотвращает неожиданное разматывание стального рулона и потенциальное причинение вреда работникам. Кроме того, мы включили защитные железные листы, чтобы предотвратить скольжение стального рулона во время процесса разматывания. Эта конструкция обеспечивает безопасность как для работников, так и для целостности стального рулона и машины.
Направляющий и выравниватель

Затем стальной рулон проходит через четыре направляющих ролика, обеспечивая сохранение одной центральной линии с машинами, предотвращая изгиб профилей . Поскольку шаговые балки играют критическую роль в восприятии нагрузок, они должны оставаться свободными от деформаций. Отметим, что на всю линию прокатки установлены несколько направляющих роликов. После этого стальной рулон поступает в выравнивающую машину, которая устраняет неровности в рулоне, улучшая как его плоскостность, так и параллельность. Этот процесс значительно улучшает общую качество как стального рулона, так и производимой шаговой балки.
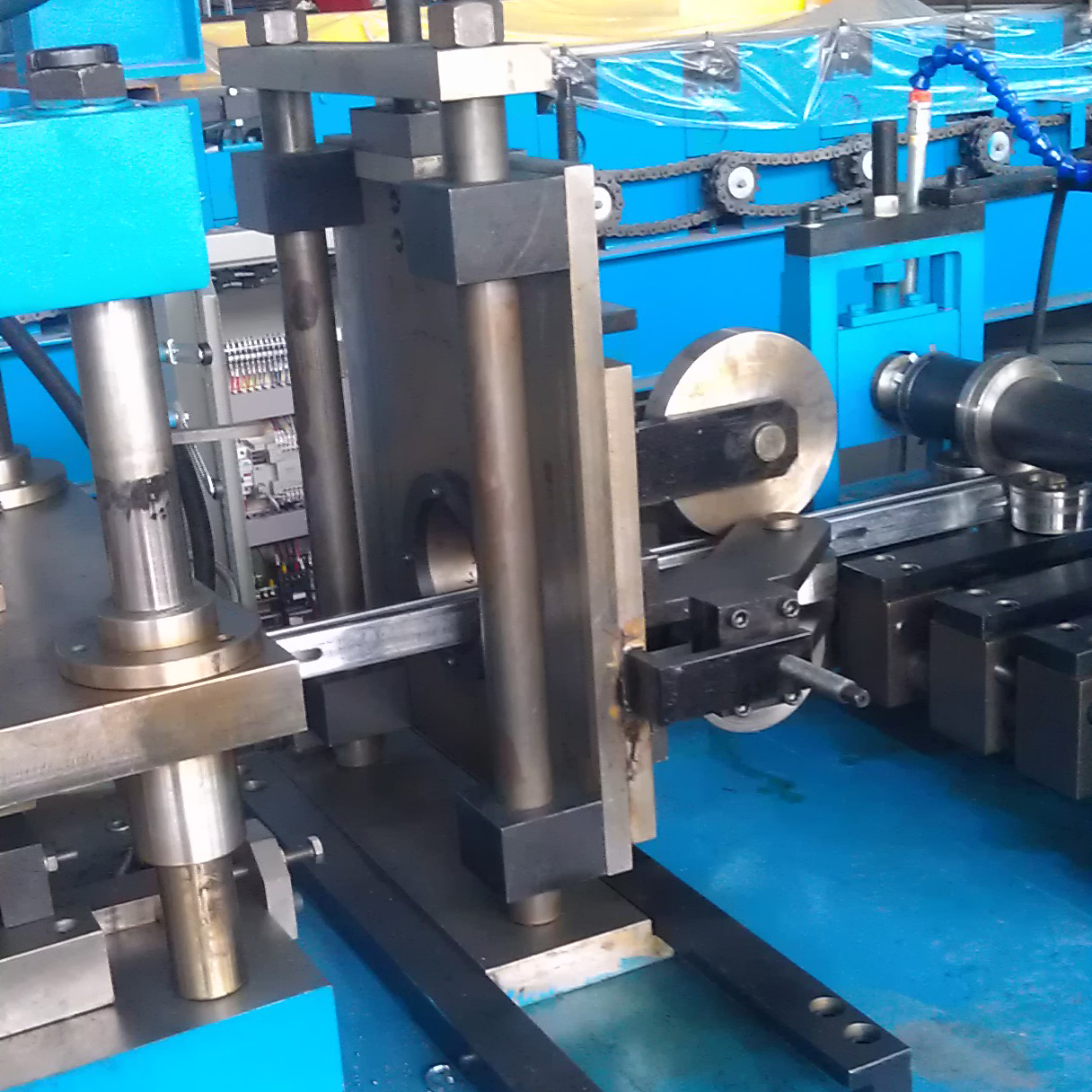
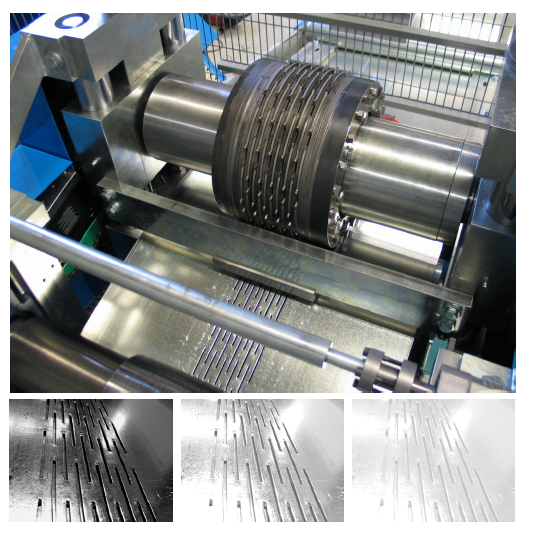
Предварительное пробивание и гидравлический рез

Перед процессом формования стальной рулон пробивается выемкой с обеих сторон. Эти выемки постепенно сходятся во время процесса прокатки, в конечном итоге сливаясь в прямоугольное отверстие . Во время процесса резки гидравлический нож вертикально проходит через это отверстие, чтобы разрезать шаговую балку. Вот почему нет изгиба на концах шаговой балки, хотя она имеет замкнутую форму.
Кроме того, мы также можем предложить другой метод резки, который является пильной резкой . Пильная резка, как правило, немного медленнее и требует замены пильного полотна. Однако она обеспечивает более превосходные результаты резки чем традиционная гидравлическая резка . Поэтому мы инновационно ввели технику вырубки для улучшения эффективность гидравлического резания . Мы предоставим лучшее решение для резки на основе потребностей клиентов и нашего профессионального опыта.
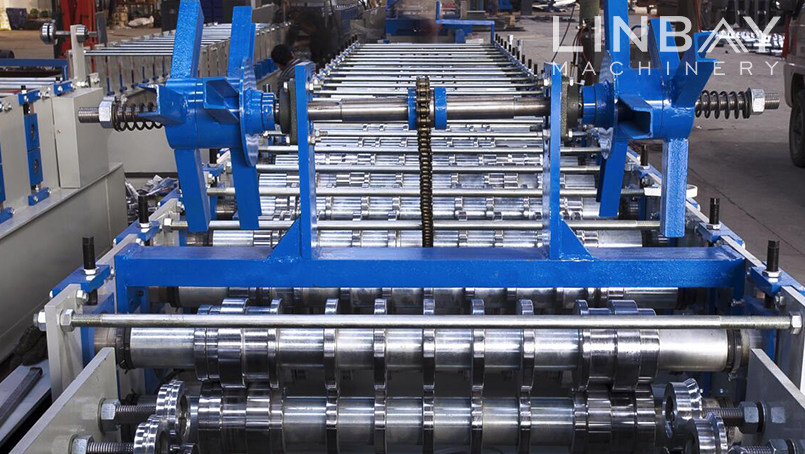
профилегибочная машина

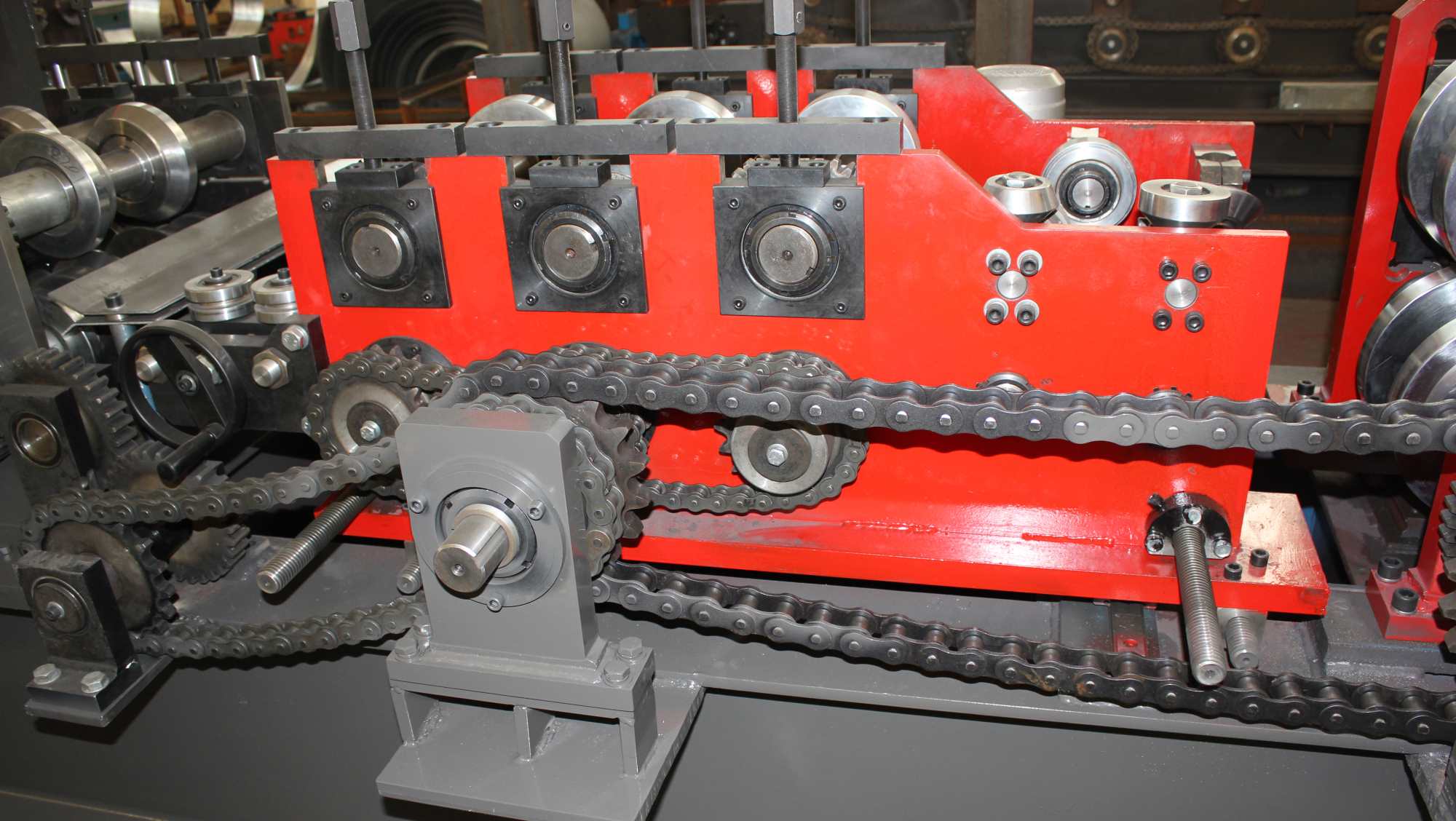
Затем стальной рулон с вырезами поступает на профилегибочную машину, которая может производить различные размеры ступенчатых балок с высотами в диапазоне от 70мм до 140мм . Кроме того, точный контроль левой и правой профилегибочных станций достигается через ПЛК и энкодеры, обеспечивая синхронное движение обеих сторон. Эта конструкция гарантирует, что осевая линия стального рулона и машин остается стабильной , что приводит к превосходной прямолинейности и выравниванию для произведенных ступенчатых балок.
Перемещая станцию формования, изменили точку приложения силы на стальном рулоне , в конечном итоге достигнув многоразмерного производства.

Для каждых 10мм высоты самой большой требуемой ступенчатой балки, диаметр ключа формовочного ролика также должен быть увеличен на 10мм . Это также один из факторов, влияющих на цену машины, поскольку количество используемого материала для роликов увеличится.
Сварщик
 Ступенчатые балки формируются из плоского стального рулона, постепенно принимая замкнутую форму. Чтобы обеспечить безопасную несущую способность в системах полок, замкнутый интерфейс должен сохраняться долгое время и не должен открываться. Поэтому сварка шва является критичной. После профилирования у нас есть сварочная машина
сваренная примерно через каждые 10 см
, мы называем её
точечной сварочной машиной
. Это устройство экономит затраты на труд сварщиков для наших клиентов.
Ступенчатые балки формируются из плоского стального рулона, постепенно принимая замкнутую форму. Чтобы обеспечить безопасную несущую способность в системах полок, замкнутый интерфейс должен сохраняться долгое время и не должен открываться. Поэтому сварка шва является критичной. После профилирования у нас есть сварочная машина
сваренная примерно через каждые 10 см
, мы называем её
точечной сварочной машиной
. Это устройство экономит затраты на труд сварщиков для наших клиентов.
Дополнительно мы также предлагаем полную сварку конфигурацию для улучшенного качества сварки, о которой мы поговорим подробнее. Мы предоставим вам лучшее сварочное решение на основе профессионального опыта и потребностей клиентов.
Через нашу систему управления PLC, ступенчатые балки могут быть обрезаны на любую длину и количество . С помощью энкодеров в линии прокатки, резка по длине чрезвычайно точна, с погрешностью не более 0.5мм , минимизируя любые потери из-за неточной резки.
Наконец, ступенчатая балка транспортируется на выходную таблицу после гидравлической резки.

Описание:
Эта линия прокатки ступенчатых балок была установлена в Мексике, 2016 год, с использованием летучей пилы и системы охлаждения. Она производит три размера на одном оборудовании, меняя втулки вручную.

|
Линия прокатки ступенчатых балок для стеллажей |
||
|
Материал для обработки: |
A) Оцинкованный рулон |
Толщина(ММ):1.5-2.0 |
|
B) ППОГ |
||
|
C) Холоднокатаная сталь |
||
|
D) Нержавеющая сталь |
||
|
E) Алюминий |
||
|
F) Углеродистая сталь |
||
|
Предел текучести : |
250 - 350 МПа |
|
|
Предел прочности на разрыв : |
350 МПа-500 МПа |
|
|
Номинальная скорость формования(М/МИН) |
10-20 |
* Или по вашему требованию |
|
Формовочная станция : |
26 |
* Согласно вашим чертежам профиля |
|
Разматыватель : |
Гидравлический разматыватель |
* Двухголовчатый разматыватель (Опционально) |
|
Бренд основного мотора машины : |
Китайско-Германский бренд |
* Siemens (Опционально) |
|
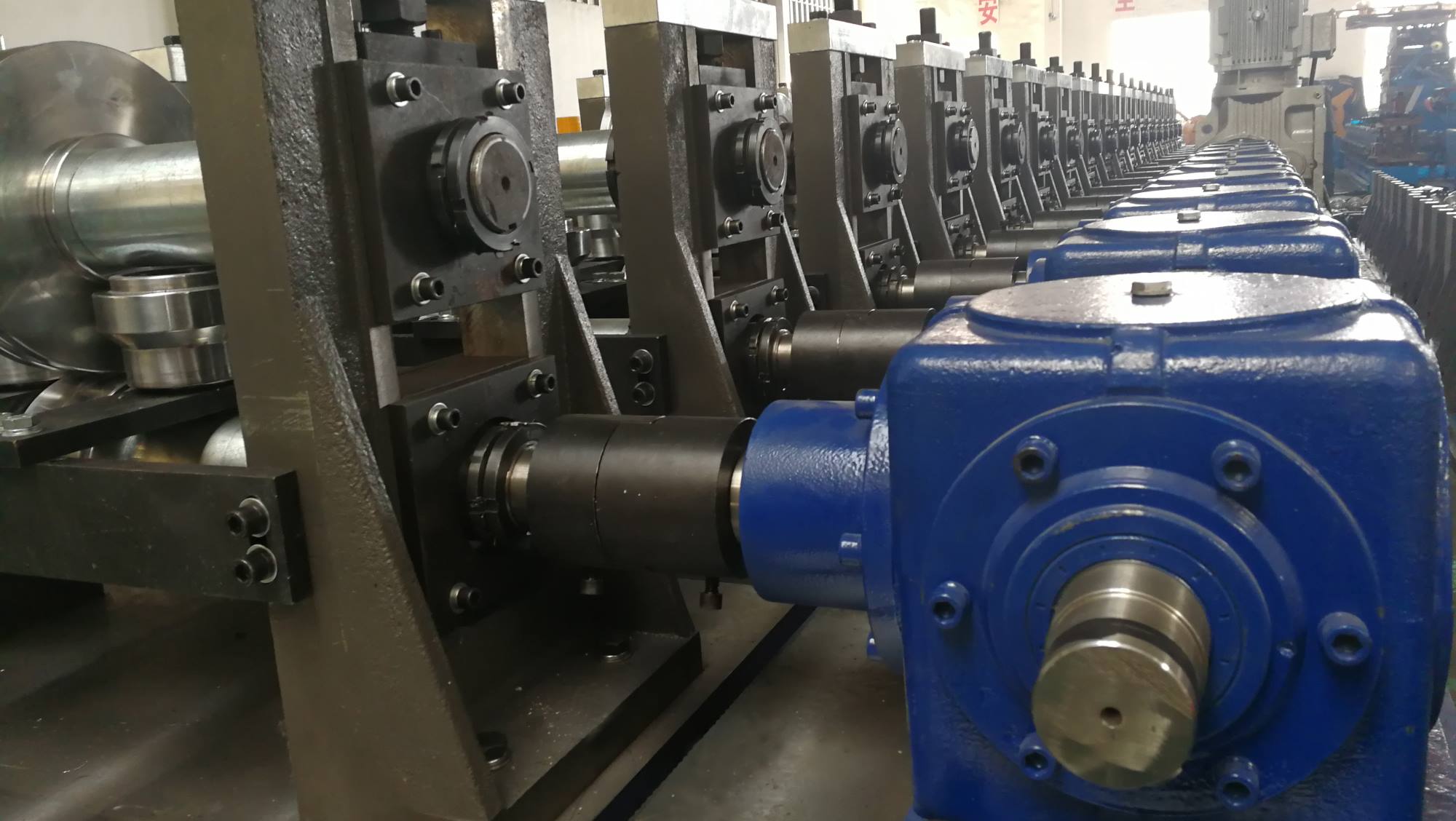
Привод: |
Цепной привод |
* Редукторный привод (Опционально) |
|
Конструкция машины: |
Стойки Torri |
* Стойки из чугуна (Опционально) |
|
Материал роликов: |
GCr 15 |
* SKD-11 (Опционально) |
|
Система резки: |
Пилотный рез |
* Резка на лету (опционально) |
|
Бренд частотного преобразователя: |
Yaskawa |
* Siemens (опционально) |
|
Бренд ПЛК: |
Siemens |
|
|
Питание: |
380V 50Гц |
* Или согласно вашим требованиям |
|
Цвет машины : |
Промышленный синий |
* Или согласно вашим требованиям |
1.Q: Какой опыт у вас есть в производстве машины для формовки стеллажей для поддонов ?
A: Мы экспортировали линию производства стеллажей для поддонов в Пакистан, Мексику, Перу, Египет, Австралию и Великобританию и т.д. В системе стеллажей для складских поддонов , мы способны производить Машину для формовки стоек и балок , Машину для формовки коробчатых балок , Машину для формовки ступенчатых балок и Машину для формовки панелей для полок и т.д. Мы уверены, что сможем решить вашу проблему с полками.
2.Q: Сколько размеров может производить эта машина?
A: Мы используем структуру из чугуна или консольную структуру с системой автоматического изменения ширины и высоты. Одна машина может производить несколько профилей, мы проверим ваши чертежи профилей, чтобы удовлетворить ваши потребности. Мы стремимся предоставить экономически эффективные решения.
3.В: Каков срок поставки станок для формовки балки ступенчатого типа ?
О: От 80 до 100 дней в зависимости от вашего чертежа.
4.В: Какова скорость вашего станка?
О: Рабочая скорость станка зависит от чертежа, особенно от чертежа пуансона. Обычно скорость формования составляет около 20 м/мин. Кроме того, учитывая сложные отверстия для пуансонов, мы рекомендуем использовать отдельную линию для пуансонов, чтобы увеличить скорость производства, и это более экономично.
5.В: Как вы контролируете точность и качество вашего станка
О: Наш секрет такой высокой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формовочных роликов, каждая механическая часть выполняется нашей фабрикой самостоятельно. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не допускаем упрощений.
6.В: Какова ваша система послепродажного обслуживания?
О: Мы не колеблясь предоставляем вам двухлетнюю гарантию на все линии, пятилетнюю на мотор: Если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы к вашим обращениям 7X24H. Одно приобретение, пожизненное внимание для вас.





-
Другие
-
сборщик металлолома
-
наклеивание
-
смена пресс-формы

-
направляющая головка
-
-
Выходной стол
-
Неприводной

-
автоматический укладчик

-
-
Резка
-
Пилотехника

-
летняя ножницы

-
-
Вождение
-
цепной привод
-
привод редуктора
-
привод редуктора с соединением

-
-
Стенды
-
стендовые панели

-
торри стендов

-
кованые железные стендов

-
стендовая панель для C-профиля

-
-
Пробивка
-
гидравлическая пробивная станция

-
пробивной пресс

-
вальцовая пробивка
-
-
Питание
-
выравнивание

-
сервопитание

-
-
Разматыватель
-
Ручной разматыватель

-
гидравлический разматыватель

-
двухголовый разматыватель

-























Связанные продукты












