









Обычная вертикальная стойка для стеллажа машины для формовки рулонов


Вот несколько примеров клиентов, и мы успешно произвели машины для формовки вертикальных стоек для многих стран и имеем богатый опыт.

Блок-схема
Гидравлический разматыватель-Выравниватель-Сервопитатель-Гидравлический пресс-Направляющие-Формователь-Полетное гидравлическое резание-Выходной стол

Это обычная производственная линия для вертикальных стоек, которая может производить стойки фиксированного размера с высокой эффективностью и высоким качеством.
Гидравлический разматыватель
Учитывая толщину стального рулона, мы рекомендуем использование гидравлического разматывателя для эффективного разматывания. На стальной рулон установлен пресс-рычаг, чтобы предотвратить внезапное разматывание. Весь процесс разматывания приводится в действие гидравлической станцией, обеспечивая надежное удержание рулона, чтобы предотвратить любые несчастные случаи.
Выравниватель
Левеллер может удалить неровную часть стального рулона, улучшить плоскостность и параллельность стального рулона, чтобы повысить качество стального рулона. Стальные рулоны обычно имеют толщину 2-3 мм, что делает правильную машину необходимой. Стандартные правильные машины состоят из 2 верхних роликов и 3 нижних роликов. Однако, чтобы удовлетворить конкретные требования выравнивания на основе фактической толщины, мы сконфигурировали правильную машину с 3 верхними роликами и 4 нижними роликами.
Сервопитатель
Поскольку гидравлический пресс сам по себе не обеспечивает силу для продвижения стального рулона, мы оборудовали сервопитатель для подачи стального рулона в пресс-машину. Кроме того, сервопитатель оснащен устройством кодировщика, которое преобразует длину в электрический сигнал, позволяя питателю точно контролировать расстояние, на которое продвигается стальной рулон. Это обеспечивает точную пробивку.
Гидравлический пресс

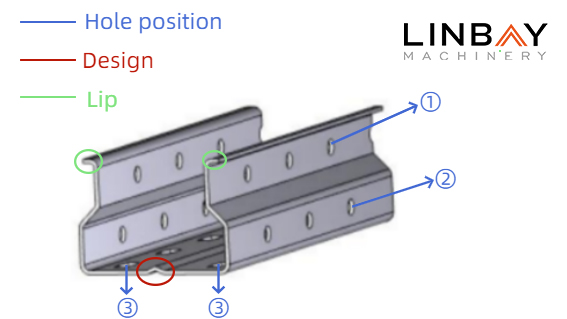
На этом этапе мы можем пробивать отверстия на стальном рулоне с помощью пресс-машины, руководствуясь чертежами пробивки для определения пуансонов и матриц. В конечном итоге эти отверстия появятся на нижней и высоких сторонах вертикальной стойки после формовки. Гидравлический пресс является экономичным вариантом. Однако, для более высоких скоростей производства, необходим пресс.
Направляющий
Каждая машина в производственной линии должна быть тщательно расположена, чтобы сохранять стальные рулоны выровненными по центральной линии, обеспечивая тем самым, чтобы вертикальная стойка не деформировалась и также защищала машины. Поэтому простая направляющая часть играет решающую роль. Несколько направляющих роликов стратегически размещены по всей линии для выполнения этой критической функции.
Профилегибочная машина

Учитывая толщину стального рулона, мы рекомендуем использовать интегрированную структуру из чугуна и систему привода редуктора. Это обеспечивает стабильность и эффективную работу профилегибочной машины. Настройка двигателей по всей производственной линии доступна, так как мы отдаем приоритет четкой коммуникации с нашими клиентами для обеспечения оптимальной производительности машин.
Полетное гидравлическое резание

Через шкаф управления PLC клиенты могут ввести желаемую длину реза на экране PLC, и машина точно разрежет. Более того, 'полетное резание' означает, что машина не останавливается при резке, повышая скорость производства.

Для клиентов, которым нужно производить вертикальные стойки различных размеров на высокой скорости, мы рекомендуем эту производственную линию на картинке ниже. Эта производственная линия оборудована прессом для пробивки, автоматической регулировкой размера, летающим резаком. Мы разработаем и изготовим производственную линию для клиентов в соответствии с их потребностями и профессиональным опытом.



|
Профилегибочная машина для паллетных стеллажей |
||
|
Материал для обработки: |
A) Оцинкованный рулон |
Толщина(MM):1.5/1.8/2.0/2.5/2.75/3.0 |
|
B) Оцинкованный и покрытый полимерным материалом |
||
|
C) Холоднокатаная сталь |
||
|
D) Нержавеющая сталь |
|
|
|
E) Алюминий |
|
|
|
F) Катушка из углеродистой стали |
|
|
|
Предел текучести : |
250 - 350 МПа |
|
|
Предел прочности : |
350 МПа-500 МПа |
|
|
Номинальная скорость формования (М/МИН) |
10-20 |
* Или по вашему требованию |
|
Станция формования : |
18-26 |
* Согласно вашим чертежам профиля |
|
Разматыватель : |
Ручной разматыватель |
* Гидравлический разматыватель (Опционально) |
|
Система punching |
Гидравлическая punching станция |
* Punching пресс (Опционально) |
|
Бренд основного двигателя : |
Шанхай Дедонг (Синьо-Немецкий Бренд) |
* Siemens (Опционально) |
|
Привод : |
Цепной привод |
* Привод редуктора (Опционально) |
|
Конструкция машины: |
Кованый железный станок |
* Консольного типа (Опционально) |
|
Материал роликов : |
Сталь #45 |
* GCr 15 (Опционально) |
|
Система резки : |
После резки |
* Предварительная резка (опционально) |
|
Бренд частотного преобразователя : |
Yaskawa |
* Siemens (опционально) |
|
Бренд ПЛК : |
Siemens |
|
|
Питание : |
380V 60Hz |
* Или по вашему требованию |
|
Цвет машины : |
Промышленный синий |
* Или по вашему требованию |
1. В: Какой опыт у вас есть в производстве станок для формовки стеллажных поддонов ?
О: Мы экспортировали линию производства стеллажных поддонов в Пакистан, Мексику, Перу, Египет, Австралию и Великобританию и т.д. В системе стеллажного хранения , мы способны производить Станок для формовки стоечных балок , Станок для формовки коробчатых балок , S тавровая балка станок для формовки и станок для формовки полок и т.д. Мы уверены, что решим вашу проблему с полками.
2. В: Сколько размеров может производить этот станок?
О: Мы используем структуру из чугунного литья или консольную структуру с системой автоматической смены ширины и высоты. Для стоечной балки , наши клиенты обычно делают 3-4 размера в одном станке. Мы проверим ваши чертежи профиля, чтобы удовлетворить ваши потребности. Таким образом, мы значительно сократим ваши затраты и время.
3.В: Каков срок поставки этого станка?
A: От 80 до 100 дней зависит от вашего рисунка.
4. Q: Какова скорость вашей машины?
A: Рабочая скорость машины зависит от рисунка, особенно от штамповки. Обычно скорость формования составляет около 20 м/мин. Кроме того, учитывая сложные отверстия для штампов, мы рекомендуем использовать отдельную линию штамповки для увеличения скорости производства, и это более экономично
5. Q: Как вы контролируете точность и качество вашей машины?
A: Наш секрет такой высокой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формующих роликов, каждая механическая часть выполняется самостоятельно нашей фабрикой. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не допускаем упрощений.
6. Q: Какова ваша система послепродажного обслуживания?
A: Мы не колеблясь предоставляем вам гарантийный период в 2 года для всех линий, 5 лет для двигателя: Если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы к вашим обращениям 7X24H. Одно приобретение, пожизненное обслуживание для вас.







-
Выходная таблица
-
Неуправляемый

-
Автостекинг

-
-
Резка
-
Резка пилой

-
быстрая резка

-
-
Вождение
-
цепная приводная система

-
редукторная приводная система

-
Редуктор с муфтами

-
-
Стенды
-
Стенды Торри

-
Стенды из кованого железа

-
Стена панели

-
линейка

-
-
Прессование
-
Гидравлическая станция прессования

-
Быстрая роликовая система прессования

-
Пресс для прессования

-
-
Питание
-
Привод подачи

-
Выравниватель

-
-
Разматыватель
-
Моторизованный и гидравлический разматыватель

-
Двухголовчатый моторизованный разматыватель

-
Ручной разматыватель

-



















Связанные продукты












