









Станок для формовки двойной крестовой распорки
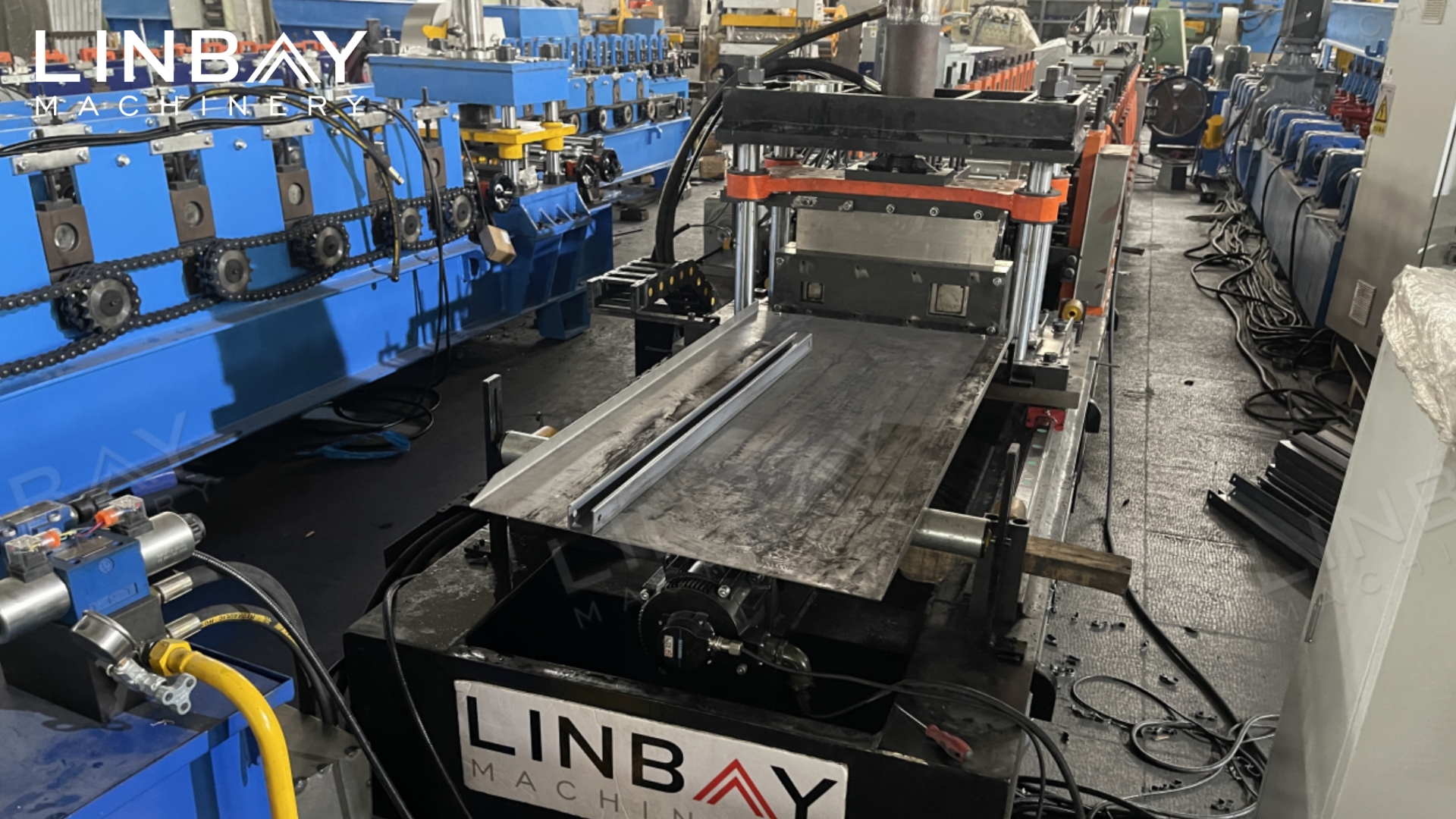

Диагональное распорное крепление является важной частью тяжелых стеллажных конструкций, поддерживающих по диагонали между двумя стойками. Оно предотвращает шатание стеллажей и поддерживает выравнивание под тяжелыми нагрузками. Обычно изготавливается из горячекатаной стали, холоднокатаной стали или оцинкованной стали толщиной 1,5-2 мм.
Традиционное производственное решение для диагонального распорного крепления - это гибочный станок. А теперь линия профилегибочного станка, которая включает разматывание, выравнивание, профилирование, punching и резку, предлагает более высокую автоматизацию, помогает сэкономить затраты на ручной труд и стала предпочтительным выбором для многих клиентов.

Существуют различные стили punching в зависимости от метода установки:
Метод установки 1: Одно распорное крепление устанавливается внутри стойки стеллажа, требуя предварительно просверленных отверстий на высоте крепления для установки винтов.
Метод установки 2: Два распорных крепления устанавливаются внутри стойки стеллажа, также требуя предварительно просверленных отверстий в нижней части крепления для установки винтов.
Схема потока: Размотчик--Сервопитатель--Гидравлический пресс--Направляющие--Профилегибочный станок--Полетная гидравлическая резка--Выходной стол

По сравнению с двумя однорядными производственными линиями, двухрядная производственная линия может сэкономить примерно стоимость одного профилегибочного станка, одного размотчика, одного сервопитателя и пространства, необходимого для одной производственной линии. Кроме того, в отличие от изменения размеров вручную на одной линии, двухрядная структура сокращает временные затраты на изменение размеров, тем самым повышая эффективность.
1.Скорость линии: 4-6 м/мин, регулируемая
2.Подходящий материал: Горячекатаная сталь, холоднокатаная сталь, оцинкованная сталь
3.Толщина материала: 1,5-2 мм
4.Профилегибочный станок: Структура из чугуна
5.Привод: Система привода редуктора
6.Система резки: Полетная гидравлическая резка, профилегибочный станок не останавливается при резке
7.Шкаф ПЛК: Система Siemens.
- Гидравлический размотчик*1
- Сервопитатель*1
- Гидравлический пресс-автомат*1
- Прокатный станок*1
- Гидравлический отрезной станок*1
- Выходной стол*2
- Шкаф управления ПЛК*1
- Гидравлическая станция*2
- Коробка с запасными частями (Бесплатно)*1
Разматыватель
Центральный вал разматывателя поддерживает стальной рулон и служит устройством расширения, подходящим для рулонов с внутренним диаметром 490-510 мм. Устройство сжатия на разматывателе удерживает рулон на месте во время загрузки, чтобы предотвратить его раскрытие из-за внутреннего натяжения, обеспечивая безопасность рабочих.

Гидравлический пресс и сервопитатель
Гидравлический пресс, приводимый в действие гидравлической станцией, пробивает отверстия в стальном рулоне. Крестовина пробивается на обоих концах, либо на фланце, либо на дне, в зависимости от требований установки. Существуют отдельные и интегрированные гидравлические пресс-автоматы. Интегрированный тип использует общую базу с прокатным станком, он приостанавливает другие машины во время пробивки.

Эта производственная линия использует отдельную версию, позволяющую непрерывно работать разматывателю и формовочной машине во время пробивки, обеспечивая непрерывное производство. Отдельная версия оснащена сервопитателем, который, приводимый в действие серводвигателем, минимизирует задержки при запуске и остановке, точно контролируя длину подачи рулона для точного пробивания. Пневматический механизм подачи внутри питателя защищает поверхность рулона от царапин.
Направляющие
Направляющие ролики выравнивают рулон и машину, чтобы обеспечить отсутствие искажений во время формования, поскольку прямолинейность крестовины влияет на общую устойчивость стеллажа.
Прокатная машина

Эта формовочная машина имеет чугунную конструкцию и систему редукторов. Следует отметить, что обе строки не могут работать одновременно. Для более высоких потребностей в производственной мощности мы рекомендуем отдельную линию для каждого размера.
Гидравлический отрезной станок с 'летящим' дизайном
Дизайн 'летящего' отрезного станка позволяет основанию отрезного станка двигаться по рельсовому пути, обеспечивая непрерывную подачу рулона через формовочную машину без остановки для резки, повышая общую скорость линии.

Режущая кромка должна соответствовать форме профиля, требуя отдельной кромки для каждого размера.
Опциональное устройство: Стыковая сварка ножницами
Сварочный аппарат ножницами сочетает в себе функции резки и сварки, соединяя новые и старые рулоны стали для уменьшения отходов материала, времени смены рулонов и сложности настройки. Он использует TIG сварку для гладких и плоских соединений.
Гидравлическая станция
Гидравлическая станция оборудована охлаждающими вентиляторами для эффективного рассеивания тепла, обеспечивая непрерывную работу и повышенную производительность. Она известна своей низкой частотой отказов и долговечностью.
Шкаф управления PLC и энкодер
Энкодер преобразует измеренную длину рулона в электрические сигналы для шкафа управления PLC. Шкаф управления контролирует скорость производства, количество на круг и длину реза. С точным откликом от энкодера машина для резки поддерживает погрешность резки в пределах ±1мм.
| Станок для формовки распорок | ||
| Материал для обработки: | A) Оцинкованная сталь | Толщина(ММ): 0.9-2 |
| B) Горячекатаная сталь | ||
| C) Холоднокатаная сталь | ||
| Предел текучести: | 200 - 350 МПа | |
| Предел прочности: | G200 МПа-G350 МПа | |
| Разматыватель: | Ручной разматыватель | * Гидравлический разматыватель (Опционально) |
| Система пробивки : | Гидравлическая пробивная станция | |
| Станция формовки : | 14 станов | * Согласно вашим чертежам профиля |
| Марка основного двигателя машины : | Шанхай Дедонг (китайско-немецкая марка) | * Siemens (по выбору) |
| Приводная система : | Цепной привод | * Привод редуктора (по выбору) |
| Конструкция машины: | Станция панели стены | * Чугун (по выбору) |
| Скорость формовки : | 10-15 (М/МИН) | |
| Материал валков : | Сталь #45, хромированная | * GCr 15 (по выбору) |
| Система резки : | После резки | * Предварительная резка (Опционально) |
| Бренд частотного преобразователя : | Yaskawa | * Siemens (по выбору) |
| Бренд ПЛК : | Panasonic | * Siemens (по выбору) |
| Питание : | 380V 50Hz 3ф | * Или согласно вашим требованиям |
| Цвет машины : | Промышленный синий | * Или согласно вашим требованиям |
1. В: Какой опыт у вас есть в производстве усиливающих прокатного стана для формовки рулонов ?
О: Мы экспортировали линию производства стеллажей для поддонов в Пакистан, Мексику, Перу, Египет, Австралию и Великобританию и т.д. В системе стеллажей для складских поддонов , мы способны производить станок для формовки балок и стоек , Машина для формовки коробчатых балок , S тепловая машина для формовки балок и машина для формовки полок и т.д. Мы уверены, что сможем решить вашу проблему с полками.
2. В: Сколько размеров может производить эта машина?
О: Мы используем структуру из чугуна или консольную структуру с системой автоматической смены ширины и высоты. Для вертикальной балки стеллажа , наши клиенты обычно делают 3-4 размера на одной машине. Мы проверим ваши чертежи профиля, чтобы удовлетворить ваши потребности. Таким образом, мы значительно сократим ваши затраты и время.
3.В: Каков срок поставки вашей машины для формовки распорок ?
О: 80-100 дней в зависимости от вашего чертежа.
4. В: Какова скорость вашей машины?
О: Рабочая скорость машины зависит от чертежа, особенно от чертежа пуансона. Обычно скорость формовки составляет около 20 м/мин. Кроме того, учитывая сложные отверстия для пуансонов, мы рекомендуем вам использовать отдельную линию для пуансонов, чтобы увеличить скорость производства, и это более экономично
5. В: Как вы контролируете точность и качество вашей машины?
О: Наш секрет такой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формовочных роликов, каждая механическая часть выполняется самостоятельно нашей фабрикой. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не позволяем себе срезать углы.
6. В: Какова ваша система послепродажного обслуживания?
О: Мы не колеблясь предоставляем вам гарантийный период в 2 года для всех линий, 5 лет для двигателя: если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы к вашим услугам 7X24H. Одно приобретение, пожизненный уход за вами.









-
Выходная таблица
-
Неуправляемый

-
Автостекинг

-
-
Резка
-
Резка пилой

-
быстрая резка

-
-
Вождение
-
цепная приводная система

-
редукторная приводная система

-
Редуктор с муфтами

-
-
Стенды
-
Тори Стенды

-
Стенды из кованого железа

-
Стена

-
линейка

-
-
Прессование
-
Гидравлическая станция прессования

-
Быстрая роликовая система прессования

-
Пресс для прессования

-
-
Подача
-
Привод подачи

-
Выравниватель

-
-
Разматыватель
-
Моторизованный и гидравлический разматыватель

-
Двухголовчатый моторизованный разматыватель

-
Ручной разматыватель

-



















Связанные продукты












