










Однослойная машина для формовки панелей стеллажей



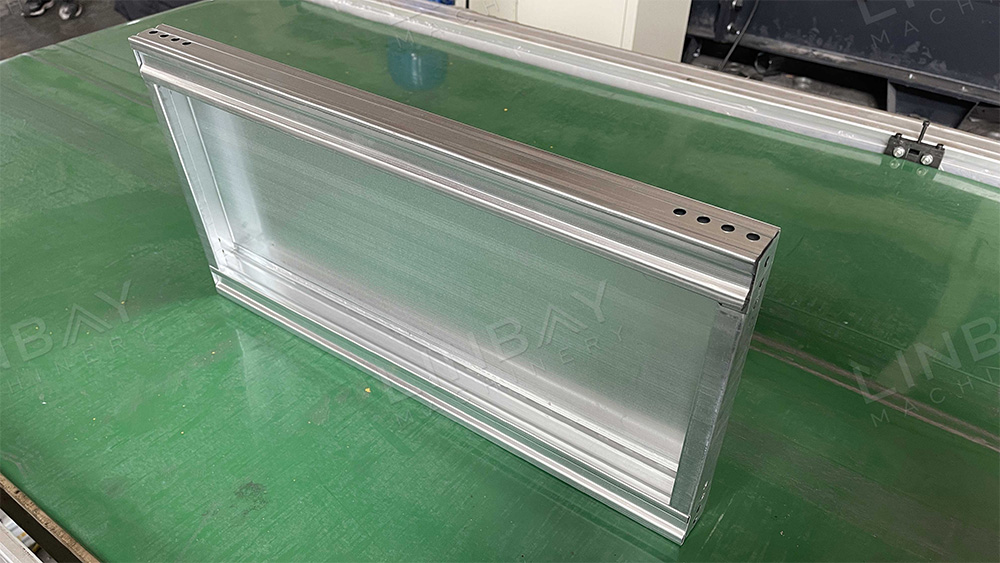
Полка является важным компонентом в стеллажной системе, предназначенной для поддержки товаров. Обычно изготавливается из оцинкованной стали толщиной 1-2 мм. Эта полка имеет различные размеры ширины и длины с фиксированной высотой. Она имеет один изгиб на широкой стороне.
Реальный случай - Основные технические параметры
Блок-схема

Гидравлический разматыватель с выравнивателем--Сервопитатель--Гидравлический пресс--Направляющие--Роликовая формовочная машина--Машина для резки и гибки--Выходной стол
Основные технические параметры
- Скорость линии: 4-5 м/мин, регулируемая
- Профили: Различная ширина, различная длина и одинаковая высота.
- Толщина материала: 0.6-1.2 мм (в данном случае)
- Подходящий материал: Горячекатаная сталь, холоднокатаная сталь
- Роликовая формовочная машина: Консольная двойная панельная конструкция и цепная приводная система.
- Система резки и гибки: Резка и гибка одновременно, роликовая формовочная машина останавливается при резке и гибке.
- Изменение размера: Автоматически.
- Шкаф ПЛК: Система Siemens.
Реальный случай - Описание
Гидравлический разматыватель с выравнивателем

Эта машина объединяет разматыватель и выравниватель, экономя площадь фабричного пола и затраты на землю. Основное расширение может сжиматься и расширяться для размещения различных стальных рулонов с внутренними диаметрами от 460 мм до 520 мм. Во время разматывания наружные удерживающие кольца предотвращают соскальзывание стального рулона с разматывателя. Это может защитить безопасность рабочих.
Выравниватель выравнивает стальной рулон, снимая внутреннее напряжение, облегчая лучшую пробивку и роликовую формовку.
Сервопитатель и гидравлический пресс

Гидравлический пресс работает независимо, не разделяя ту же базу с роликовой формовочной машиной. Это позволяет непрерывно работать роликовой формовочной машине во время пробивки, оптимизируя общую эффективность производственной линии. Сервомотор практически не имеет задержек при запуске и остановке, обеспечивая точное управление длиной движения стального рулона для точного пробивания.

В дополнение к функциональным отверстиям для установки винтов, выемки также создаются на этапе пробивки. Поскольку плоский стальной рулон будет сформирован в трехмерную панель, эти выемки рассчитываются с высокой точностью, чтобы предотвратить перекрытие или значительные зазоры в 4 углах панели полки.
Кодер и ПЛК

Кодер преобразует длину ощущенного стального рулона в электрический сигнал, передаваемый в шкаф управления ПЛК. В шкафу управления можно контролировать скорость производства, количество на производство, длину реза и т.д. Благодаря точному измерению и обратной связи от кодера гидравлический резак может контролировать погрешности реза в пределах ±1мм.
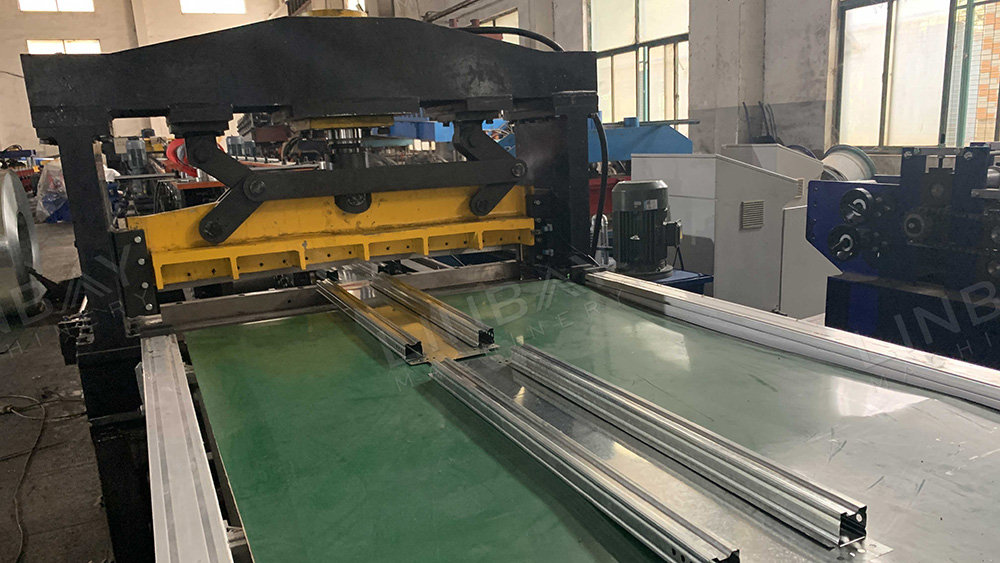
Прокатная машина

Перед входом в прокатную машину стальной рулон проходит через направляющие брусья, чтобы оставаться на одной центральной линии. Учитывая форму панели полки, необходимо формировать только стороны стального рулона, поэтому мы используем двустенную панель консольной конструкции для минимизации использования материала, экономя затраты на роликовый материал. Ролики с цепным приводом прикладывают усилие к стальному рулону для продвижения и формирования.
Прокатная машина может производить панели полок различной ширины. Вводя желаемые размеры в панель управления ПЛК, станция формирования автоматически перемещается по рельсам при получении сигналов, и точки формирования на стальном рулоне меняются вместе с перемещением станции формирования и роликов. Вот как эта прокатная машина может производить панели полок разных размеров.
Кодер оборудован для ощущения движения станции формирования для точных изменений размеров. Кроме того, два датчика положения, самый внешний датчик положения и самый внутренний датчик положения, предотвращают чрезмерное движение по рельсам, избегая проскальзывания или столкновений роликов.
Машина для резки и гибки

В данном случае, когда панель полки требует одного изгиба на широкой стороне, мы спроектировали штамп машины для резки для одновременной резки и гибки.

Лезвие опускается для резки, затем штамп гибки перемещается вверх, эффективно завершая изгиб хвоста первой панели и головы второй панели.
Другой тип

Если вас интересует панель полки с двумя изгибами на широкой стороне , нажмите на изображение, чтобы узнать больше о детальном производственном процессе и видео.
Ключевые отличия:
- Тип с двойным изгибом обеспечивает превосходную прочность, в то время как тип с одним изгибом также адекватно удовлетворяет потребности в хранении.
- Край типа с двойным изгибом не острый, что делает его более безопасным в использовании.
|
Прокатная машина для панелей полок |
|||
|
НЕТ. |
Предмет |
Спецификация |
Опционально |
|
1 |
Подходящий материал |
Холоднокатаная сталь, оцинкованная сталь, ППГИ, нержавеющая сталь |
|
|
Толщина(мм):0.6-1мм |
|||
|
Предел текучести: 250 - 550МПа |
|||
|
Предел прочности при растяжении(МПа):G350МПа-G550МПа |
|||
|
2 |
Номинальная скорость формования(м/мин) |
0-10м/мин |
Или согласно вашему требованию |
|
3 |
Формовочная станция |
14 |
Согласно вашему профилю |
|
4 |
Станция изгиба |
2 |
Согласно вашему профилю |
|
5 |
Размотчик |
5-тонный гидравлический размотчик с выравниванием |
/ |
|
6 |
Основной двигатель машины |
11кВт бренд Sinо-German |
Siemens |
|
7 |
Бренд ПЛК |
Бренд Siemens |
Panasonic/Delta |
|
8 |
Бренд инвертора |
Бренд Yaskawa |
Delta |
|
9 |
Привод |
Цепной привод |
Привод редуктора |
|
10 |
Материал валков |
Сталь #45 |
Cr12Mov/GCr15 |
|
11 |
Станционная структура |
Консольная стеновая панель |
Структура из чугуна |
|
12 |
Система резки |
После резки |
Предварительная резка |
|
13 |
Требование к электропитанию |
380V 60Hz |
Или согласно вашему требованию |
|
14 |
Цвет машины |
Промышленный синий |
Или согласно вашему требованию |
|
15 |
Контактор |
Schneider brand |
Или согласно вашему требованию |
-
Гидравлический пресс

-
Транспортная платформа для тройного сложенного полочного панеля
-
Тройной сложенный полочный панель
-
Разматыватель и выравниватель





1. Q: Какой опыт у вас есть в производстве усиливающих элементов прокатной машины ?
A: Мы экспортировали линии производства стеллажей для поддонов в Пакистан, Мексику, Перу, Египет, Австралию и Великобританию и т.д. В системе стеллажей для складских поддонов , мы способны производить Машину для формовки стоек и балок , Машину для формовки коробчатых балок , S Машину для формовки ступенчатых балок и Машину для формовки полочных панелей и т.д. Мы уверены, что сможем решить вашу проблему с полками.
2. Q: Сколько размеров может производить эта машина?
A: Мы используем структуру из чугунного литья или консольную структуру с системой автоматической смены ширины и высоты. Для балки стойки стеллажа , наши клиенты обычно делают 3-4 размера на одной машине. Мы проверим ваши чертежи профиля, чтобы удовлетворить ваши потребности. Таким образом, мы значительно сократим ваши затраты и время.
3. В: Каков срок поставки вашего укрепляющего роликового формовочного станка ?
О: От 80 до 100 дней в зависимости от вашего чертежа.
4. В: Какова скорость вашего станка?
О: Рабочая скорость станка зависит от чертежа, особенно от чертежа пуансона. Обычно скорость формования составляет около 20 м/мин. Кроме того, учитывая сложные отверстия для пуансонов, мы рекомендуем использовать отдельную линию для пуансонов, чтобы увеличить скорость производства, и это более экономично
5. В: Как вы контролируете точность и качество вашего станка?
О: Наш секрет такой высокой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формовочных роликов, каждая механическая часть выполняется самостоятельно нашей фабрикой. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не позволяем себе упрощать процесс.
6. В: Какова ваша система послепродажного обслуживания?
О: Мы не колеблясь предоставляем вам гарантийный период в 2 года для всех линий, 5 лет для мотора: Если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы помочь вам 7X24H. Одно приобретение, пожизненный уход за вами.

Связанные продукты












