










Двойной складной панельный станок для формовки рулонов



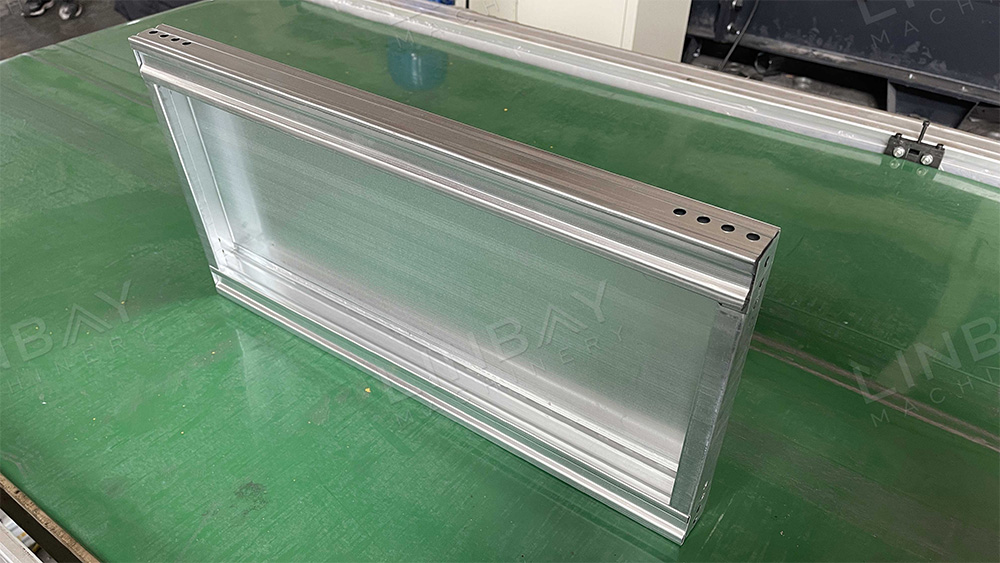
Полка, расположенная на балках стеллажной системы, служит прочной платформой для хранения товаров. Различные методы сборки дают разные формы, и в данном случае мы специализируемся на производстве полок с двойным изгибом. Эта конструкция не только повышает прочность, превосходя одинарный изгиб, но и устраняет острые выступающие края, отдавая приоритет безопасности пользователя.
Реальный случай - Основные технические параметры
Блок-схема

Гидравлический разматыватель с выравнивателем--Сервопитатель--Гидравлический пресс--Ролл-формовочная машина--Гидравлический рез и штамповка--Выходной стол
Основные технические параметры
- Скорость линии: 0-4 м/мин, регулируемая
- Профили: Различные размеры - одинаковая высота, разная ширина и длина
- Толщина материала: 0.6-0.8мм (в данном случае)
- Подходящий материал: Оцинкованная сталь
- Ролл-формовочная машина: Консольная двойная стенка и цепная приводная система.
- Количество станций формования: 13
- Система резки: Резка и изгиб одновременно, роликовый формовщик не останавливается при резке и изгибе.
- Смена размера: Автоматически.
- Шкаф ПЛК: Система Siemens.
Реальный случай - Описание
Гидравлический разматыватель с выравнивателем

Основное расширение регулируется для размещения различных внутренних диаметров стального рулона от 460 мм до 520 мм. Во время разматывания внешние фиксаторы рулона на месте, чтобы предотвратить соскальзывание стального рулона с разматывателя. Это обеспечивает безопасность рабочих.
Выравниватель имеет серию выравнивающих роликов, которые постепенно выравнивают стальной рулон, устраняя остаточные напряжения.
Сервопитатель и гидравлический пресс
- Независимая гидравлическая штамповка

Эта штамповочная система работает независимо, не разделяя одной базы с машиной для роликовой формовки, обеспечивая бесперебойную работу машины для роликовой формовки. Питатель получает питание от сервомотора, минимальная задержка при запуске и остановке которого позволяет точно контролировать продвижение стального рулона в питателе рулона, обеспечивая точную и эффективную штамповку.
(2)Оптимизированное решение для штампов
Пробитые отверстия на панели полки классифицируются на выемки, функциональные отверстия и нижние непрерывные отверстия. Учитывая различную частоту этих типов отверстий в одной панели полки, гидравлическая штамповочная машина оснащена четырьмя специализированными штампами для четырех типов отверстий. Это решение разработано для эффективного выполнения каждого типа штамповки, повышая общую эффективность и производительность.
Кодировщик и ПЛК
Кодировщик преобразует длины ощущенных стальных рулонов в электрические сигналы, передаваемые в шкаф управления ПЛК. Внутри шкафа операторы могут контролировать скорость производства, выход одного производства, длину резки и т.д. С точным измерением и обратной связью от кодировщика, машина для резки может контролировать ошибки резки в пределах ±1мм.
Машина для роликовой формовки

Перед входом в машину для роликовой формовки стальной рулон проходит через направляющие брусья. Два направляющих бруса регулируются в зависимости от ширины стального рулона, обеспечивая совмещение стального рулона с линией производственного оборудования по одной центральной линии. Это совмещение важно для поддержания прямолинейности и несущей способности панели полки.

Эта формовочная машина имеет конструкцию с двойным стеночным консольным кронштейном. Из-за необходимости формовки только на двух сторонах панели, используется консольный ролик для экономии роликового материала. И система привода цепи ведет ролики и передает усилие на стальной рулон, облегчая продвижение и формовку стального рулона.
Машина способна производить панели полок различной ширины. Рабочие вводят желаемые размеры на панели управления ПЛК. После получения сигнала, формовочная станция с правой стороны автоматически перемещается по рельсам, и формовочные точки на стальном рулоне изменяются с перемещением формовочной станции и формовочных роликов.
Также установлен кодировщик для ощущения расстояния перемещения формовочной станции, обеспечивая точность при изменении размеров. Кроме того, включены два датчика положения, обнаруживающие максимальное и минимальное расстояния, на которые может перемещаться формовочная станция по рельсам. Датчик максимального положения предотвращает чрезмерное перемещение формовочной станции, предотвращая проскальзывание, в то время как датчик минимального положения предотвращает слишком большое перемещение формовочной станции внутрь, избегая столкновений.
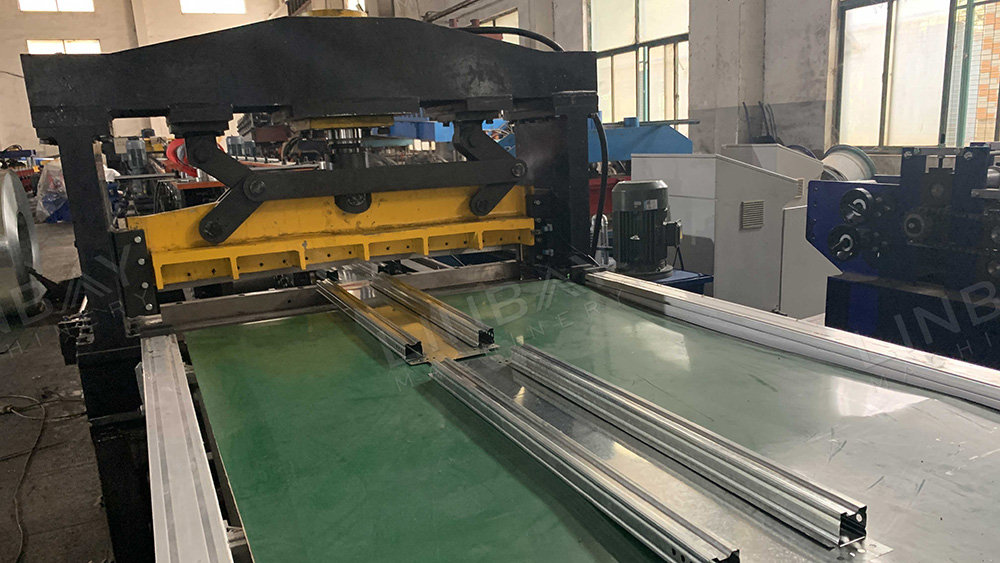
Гидравлическая резка и изгиб

Панели полок, произведенные на этой производственной линии, имеют двойные изгибы на широкой стороне. Мы разработали интегрированный штамп для резки и изгиба, позволяющий выполнять резку и последующий двойной изгиб в одной машине. Эта конструкция не только экономит длину производственной линии и стоимость площади пола фабрики, но и сокращает время производства.
Во время резки и изгиба основание машины для резки может перемещаться вперед и назад синхронно со скоростью производства машины для роликовой формовки, обеспечивая непрерывное производство и повышая эффективность.
Другой тип
Если вас интересуют полки с одинарным изгибом, нажмите на изображение, чтобы узнать больше о детальном производственном процессе и видео.

Ключевые различия:
- Тип с двойным изгибом обеспечивает превосходную прочность, в то время как тип с одинарным изгибом также адекватно удовлетворяет потребности в хранении.
- Край типа с двойным изгибом не острый, что делает его более безопасным в использовании.
|
Станок для формовки полок |
|||
|
Нет. |
Пункт |
Спецификация |
Дополнительно |
|
1 |
Подходящий материал |
Холоднокатаная сталь, оцинкованная сталь, ППГИ, нержавеющая сталь |
|
|
Толщина(мм):0.6-1мм |
|||
|
Предел текучести: 250 - 550МПа |
|||
|
Предел прочности при растяжении(МПа):G350МПа-G550МПа |
|||
|
2 |
Номинальная скорость формовки(м/мин) |
0-10м/мин |
Или согласно вашему требованию |
|
3 |
Формовочная станция |
14 |
Согласно вашему профилю |
|
4 |
Станция изгиба |
2 |
Согласно вашему профилю |
|
5 |
Разматыватель |
5 тонный гидравлический разматыватель с выравниванием |
/ |
|
6 |
Основной двигатель машины |
11кВт бренд Китай-Германия |
Siemens |
|
7 |
Бренд ПЛК |
Бренд Siemens |
Panasonic/Delta |
|
8 |
Бренд инвертора |
Бренд Yaskawa |
Delta |
|
9 |
Привод |
Цепной привод |
Привод коробки передач |
|
10 |
Материал роликов |
Сталь #45 |
Cr12Mov/GCr15 |
|
11 |
Структура станции |
Консольная стеновая панель |
Структура из чугунного литья |
|
12 |
Система резки |
После резки |
Предварительная резка |
|
13 |
Требования к электропитанию |
380V 60Hz |
Или согласно вашему требованию |
|
14 |
Цвет машины |
Промышленный синий |
Или согласно вашему требованию |
|
15 |
Контактор |
Бренд Schneider |
Или согласно вашему требованию |
-
Гидравлический пресс

-
Транспортная платформа для тройного сложенного полочного панеля
-
Тройной сложенный полочный панель
-
Разматыватель и выравниватель





1. Q: Какой опыт у вас есть в производстве подкреплений прокатная машина для формования ?
A: Мы экспортировали производственную линию для паллетных стеллажей в Пакистан, Мексику, Перу, Египет, Австралию и Великобританию и т.д. В системе стеллажей для складских паллет , мы способны производить Машина для формования балки стойки , Машина для формования коробчатой балки , S Машина для формования ступенчатой балки и Машина для формования полочного панеля и т.д. Мы уверены, что сможем решить вашу проблему с полками.
2. Q: Сколько размеров может производить эта машина?
A: Мы используем структуру из чугуна или консольную структуру с автоматической системой изменения ширины и высоты. Для вертикальной балки стеллажа , наши клиенты обычно делают 3-4 размера на одном станке. Мы проверим ваши чертежи профиля, чтобы удовлетворить ваши потребности. Таким образом, мы значительно сократим ваши затраты и время.
3.Q: Каков срок поставки вашего станка для формовки опорных валков ?
A: От 80 до 100 дней в зависимости от вашего чертежа.
4. Q: Какова скорость вашего станка?
A: Рабочая скорость станка зависит от чертежа, особенно от чертежа пуансона. Обычно скорость формования составляет около 20 м/мин. Кроме того, учитывая сложные отверстия для пуансонов, мы рекомендуем вам использовать отдельную линию для пуансонов, чтобы увеличить скорость производства, и это более экономично
5. Q: Как вы контролируете точность и качество вашего станка?
A: Наш секрет такой высокой точности заключается в том, что наша фабрика имеет собственную производственную линию, от штампов до формовочных валков, каждая механическая часть выполняется нашей фабрикой самостоятельно. Мы строго контролируем точность на каждом этапе от проектирования, обработки, сборки до контроля качества, мы не позволяем себе экономить на качестве.
6. Q: Какова ваша система послепродажного обслуживания?
A: Мы не колеблясь предоставляем вам гарантийный период в 2 года для всех линий, 5 лет для двигателя: Если возникнут какие-либо проблемы с качеством, вызванные не человеческими факторами, мы решим их немедленно для вас и будем готовы помочь вам 7X24H. Одно приобретение, пожизненный уход за вами.

Связанные продукты












